1. По виду применяемых станков различают АЛ из универсальных станков, из агрегатных станков, из специальных и станков смешанного тана. Возможности универсального оборудования в АЛ полностью не используются, тогда как специализированные станки намеренно проектируются для выполнения конкретной работы в наилучших условиях, Универсальный станок выпускается серийно, что сказывается на его стоимости, а специализированный станок имеет оригинальные узлы, изготовляемые в единичном и мелкосерийном производстве, и поэтому перестройка АЛ на выпуск новой продукции наиболее проста на линиях из переналаживаемых агрегатных станков.
2. По способу передачи обрабатываемой заготовки с позиции на позицию различают жесткие и гибкие АЛ. На линиях с жесткой связью соседних позиций (синхронные АЛ) заготовки после обработки в одной позиции сразу передаются на обработку в другой позиции. При бесперебойной работе каждой позиции линия с жесткой связью имеет много преимуществ. Однако, как показал опыт, отдельные элементы технологической системы (инструмент, элементы управления и др.) таких АЛ выходят из строя через неопределенные промежутки времени. Это приводит к остановке всей АЛ, так как последующие позиции остаются без заготовок, а предыдущие не могут передать заготовку на занятую позицию вышедшего из строя станка или промежуточного устройства. Избежать потери времени помогают многопозиционные заделы, АЛ с гибкой связью между позициями (несинхронные АЛ). Здесь между отдельными позициями создаются заделы, позволяющие позициям до вышедшего из строя станка работать на накопитель заготовок, а позициям после этого станка вести обработку из имеющихся накопителей. Таким образом, в АЛ простаивает только одна позиция в течение времени, необходимого для устранения неисправности.
3. По способу передачи заготовок из позиции в позицию различают АЛ со спутниками и без них. Приспособления-спутники служат для установки (т. е. ориентирования и закрепления) заготовок с недостаточно надежными базами. С зажатой заготовкой спутник проходит всю последовательность обработки, после чего возвращается к исходному месту для загрузки следующей заготовки. На бесспутниковых линиях обрабатывают блоки цилиндров, коленчатые валы и т. п.
4. По организации обработки потока АЛ разделяют на линии с ветвящимся (разделяющимся) и неветвящимся потоком. Необходимость разделения потока (на два и более) возникает в тех частях АЛ, которые имеют меньшую производительность. Здесь обработку ведут параллельно на двух и более станках или участках АЛ. Затем потоки могут вновь сливаться.
5. По расположению на площади цеха различают линейные, П-образные, О-образные, Z-образные, зигзагообразные и т. п. автоматические линии.
б. По количеству одновременно обрабатываемых деталей различают однопредметные и многопредметные АЛ. На многопредметных линиях обрабатываются одновременно детали разных наименований или различных типоразмеров.
Имеются и другие признаки классификации АЛ. Любая автоматическая линия, кроме обрабатываемых станков, включает механизмы межпозиционной транспортировки, накопления заделов, изменения ориентации и систему управления.
Целевые устройства АЛ. Загрузочные устройства предназначены для загрузки заготовок на АЛ. Значительная часть линий работает с использованием штучной заготовки, для загрузки которой используют бункера, магазины, автооператоры и манипуляторы. В бункер засыпают навалом неориентированные заготовки, откуда их постепенно выбирают, ориентируют и подают в лоток-накопитель уже расположенными в определенном порядке. Из лотка-накопителя производится загрузка заготовок в шпиндель или рабочую позицию АЛ. Подобным способом загружаются малые заготовки, обрабатываемые в массовых количествах.
Магазинные загрузочные устройства отличаются от бункерных только тем, что заготовки в них поступают уже ориентированными вручную. Этот способ применяется для заготовок, которые автоматически затруднительно ориентировать ввиду их формы, веса, материала и т. п.
Назначением автооператора является загрузка штучных заготовок в рабочую позицию станка, ее выгрузка и выведение из рабочей зоны. Автооператор работает в режиме, связанном с режимом АЛ.
Манипуляторы или роботы,
применяемые для загрузки-выгрузки, имеют большее, чем у автооператоров, число
степеней свободы. Они обычно выполняются в виде универсальных типовых
агрегатов, часто работающих от системы программного управления. Так, для
обслуживания токарных полуавтоматов с ЧПУ может использоваться промышленный
робот (рис. 264), рука которого 4 с захватом 2 может
перемещаться во взаимно перпендикулярных направлениях и поворачиваться
относительно оси. Загрузка-выгрузка заготовок массой до 50 кг, длиной до 550 мм и диаметром до 160 мм в станок 3 с передвижной тележки 1 со сменными опорами
осуществляется по программе. Точность позиционирования ![]() 0,7
мм при скорости перемещения руки 0,2 м/с. Панель с электрическими тумблерами
для управления перемещениями расположена на корпусе 5 робота.
0,7
мм при скорости перемещения руки 0,2 м/с. Панель с электрическими тумблерами
для управления перемещениями расположена на корпусе 5 робота.
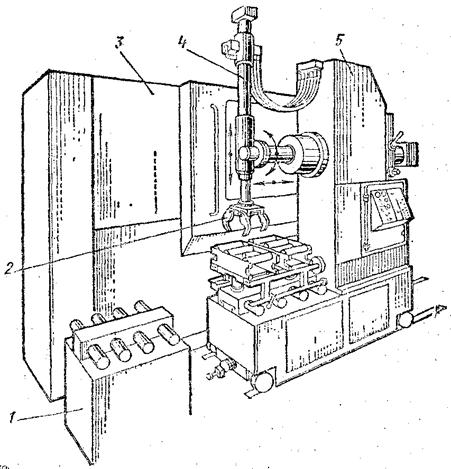
Рис.264. Промышленный робот для загрузки-выгрузки заготовок
Зажимные устройства на автоматических линиях предназначены для закрепления заготовок после их ориентации в нужном положении. Эти устройства имеют пневмо-, гидро- и электродвигатели, приводящие в действие зажимающие элементы, рычаги, планки, цанги, клинья, штоки и т. п. Различают перемещающиеся и стационарные устройства.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.