Рис. 256. Код ИСО-7бит
Основные блоки системы ЧПУ. Исполнительные механизмы станка получают управляющие команды от устройства ЧПУ, производящего определенную последовательность математических и логических операций — алгоритм работы. Основной функцией ЧПУ является управление приводами подач и вспомогательными устройствами. Кроме этого, ЧПУ осуществляет коррекцию положения и размеров инструмента.
Блок-схема контурной системы ЧПУ (рис. 257) содержит блоки ввода, обработки и вывода программы [18]. К пяти блокам ввода и хранения информации относятся блоки считывания СП, ввода программ БВП, буферной памяти ББП, коррекции эквидистанты БКЭ, ввода коррекции БВК. Считыватель перфолент СП превращает информацию, заложенную в перфоленту, в электрические сигналы и передает ее в БВП. Блок ввода программ принимает очередной кадр программы и передает в блок ББП, где эта информация всегда готова к мгновенной передаче в интерполятор. Ввод же информации в интерполятор с блока СП требует времени около 0,1 с, что недопустимо для качественной обработки детали.
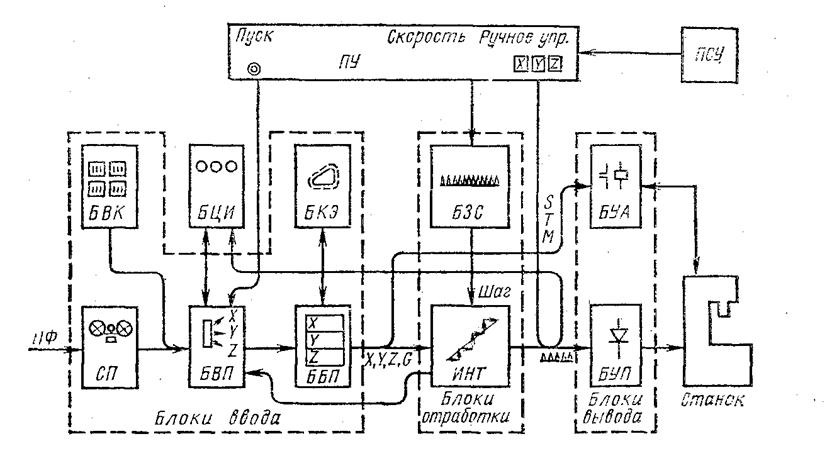
Рис. 257. Блок-схема контурной системы ЧПУ
Блок коррекции эквидистанты осуществляет пересчет величин, введенных в ББП, в соответствии с величиной вводимой коррекции эквидисантного контура. Например, при работе фрезой нерасчетного диаметра ее центр должен перемещаться не по расчетной траектории, а по эквидистантной. Аналогичное назначение имеет БВК при работе инструмента с длиной, отличающейся от предусмотренной программой.
К двум блокам отработки относятся интерполятор (ИНТ) и блок задания скорости (БЗС). Интерполятор выдает информацию о траектории движения, преобразует вводимые в него от программы импульсы в соответствующее число и частоту импульсов по заданной координате. Каждый из этих, импульсов вызывает отработку привода соответствующей координаты на величину 0,01; 0,05 или 0,001. мм. БЗС регулирует скорость работы интерполятора в соответствии с заданной скоростью подачи. Блок управления приводом (БУП) получает импульсы с интерполятора и преобразует их в электрические сигналы, воздействующие на привод подач для перемещения рабочего органа станка по каждой координате. Блок управления автоматикой (БУА) станка связывает устройство ЧПУ с исполнительными органами станка, выполняющими технологические команды (S, Т. М). Блок цифровой индикации (БЦИ) информирует о взаимном расположении инструмента и заготовки.
Панель управления (ПУ) служит для управления работой устройства ЧПУ. Оператор включает и выключает устройство, пускает и останавливает программы, регулирует скорость подачи и т. п. Панель станочного управления (ПСУ) располагается на станке и используется для перемещений и включений механизмов в наладочном режиме.
Многооперационные (многоцелевые) станки с ЧПУ и автоматической сменой инструмента обладают широкой универсальностью. На станке могут производится фрезерные, сверлильные, расточные, токарные и другие операции. Для обеспечения универсальности станка достаточный запас инструментов располагается у рабочей зоны станка — в накопителях, которые бывают трех видов: револьверные головки, дисковые и цепные магазины (рис. 258).
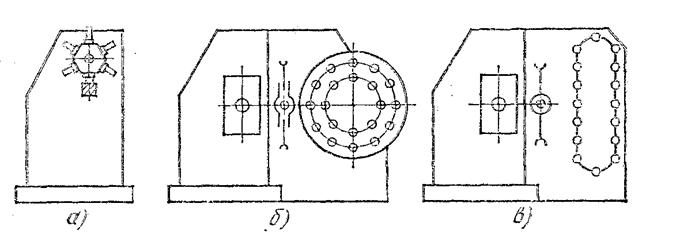
Рис. 258. Инструментные магазины многооперационных станков:
а — револьверная головка; б — дисковый магазин: в — ценной магазин
Револьверные головки способны нести небольшое число инструментов (от б до 12), поэтому их используют в основном в станках токарного к фрезерного типа, выполняющих ограниченное число операций. Дисковые и особенно цепные магазины обладают большей емкостью (до 100 инструментов и более) и используются в многооперационных фрезерно-расточных и сверлильно-расточных станках.
В тяжелых станках для инструментов больших размеров и сложной формы используют многоярусные дисковые или стеллажные магазины. Компоновка многооперационных станков наиболее часто выполняется по типу горизонтально-расточного или бесконсольного горизонтально-фрезерного станка (рис. 259,а). Такая компоновка удобна для наблюдения за обработкой детали, позволяет применить поворотный стол и обрабатывать заготовку с четырех сторон, имеет более широкие возможности выбора места установки магазина инструментов. Станки предназначены для обработки корпусных деталей средних размеров. Для деталей типа рычагов, вилок и т. д. используют компоновку по типу вертикально-фрезерных станков (рис. 259,6) с поворотным столом.
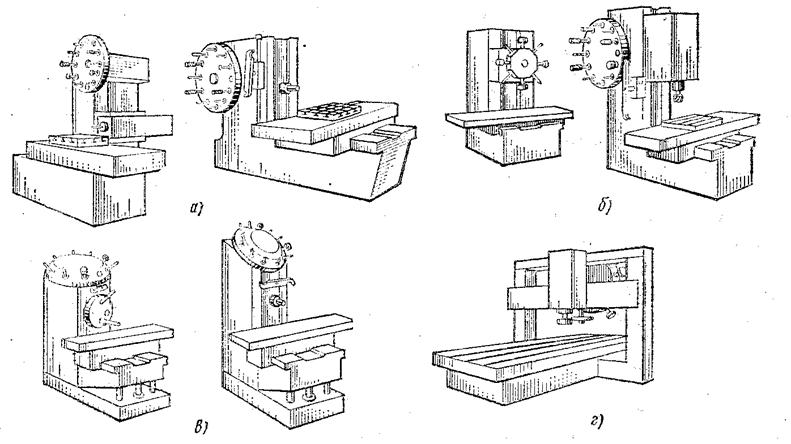
Рис. 259. Компоновка многооперационных станков
Компоновку многооперационных ставков с горизонтальным расположением шпинделя (рис. 259,б) используют при обработке плоских длинных деталей, что позволяет применять дополнительные приспособления для крепления деталей под углом к столу. Для обработки, тяжелых деталей применяют многооперационные станки с горизонтальным или вертикальным расположением шпинделя по типу продольно-фрезерных ставков (рис. 259, г). Тела вращения обрабатывают на многооперационных станках, имеющих компоновку, аналогичную токарным станкам.
Устройства для автоматической смены инструментов можно разделить на две группы: без автооператора и с автооператором. В первом случае между магазином и шпинделем нет промежуточного звена, и смена инструмента осуществляется либо револьверной головкой, либо за счет дополнительного осевого перемещения шпинделя или магазина. Во втором случае смена инструмента осуществляется автооператорами — устройствами для переноса инструмента из магазина в шпиндель и обратно. По количеству захватов автооператоры делятся на одно-, двух - и многозахватные.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.