


























Содержание
|
Введение |
3 |
|
1 Обоснование размера производственной партии |
4 |
|
2 Разработка технологического процесса восстановления деталей |
5 |
|
2.1 Разработка технологического процесса |
5 |
|
2.2 Выбор способа восстановления детали |
7 |
|
2.3 Схемы технологических операций |
7 |
|
3 Разработка операций по восстановлению деталей |
11 |
|
3.1 Исходные данные |
11 |
|
3.2 Содержание операции |
12 |
|
3.3 Определение припусков на обработку |
12 |
|
3.4 Расчет режимов обработки |
13 |
|
3.5 Расчет норм времени |
14 |
|
4 Разработка технологического процесса сборки |
20 |
|
4.1 Исходные данные |
20 |
|
4.2 Технические условия на сборку |
20 |
|
4.3 Технологический процесс сборки |
21 |
|
5 Конструкторская часть |
23 |
|
Заключение |
24 |
|
Приложение А (основное). Маршрутная карта |
25 |
|
Приложение Б (основное). Технологические карты |
29 |
|
Приложение В (основное). Комплектовочная карта |
35 |
|
Приложение Г (справочное). Список литературы |
40 |
|
Перечень графической части: |
|
|
1 лист – Ремонтный чертёж детали, ф. А3; |
|
|
2 лист – Сборочный чертёж, ф. А3; |
|
|
3 лист – Чертёж приспособления, ф. А2; |
|
|
4 лист – Деталировка, ф. А4; |
|
|
5 лист – Деталировка, ф. А4. |
Введение
Ремонт является объективной необходимостью, которая обусловлена техническими и экономическими причинами. Увеличение масштаба производства автомобилей приводит к росту абсолютного объёма ремонтных работ.
Наряду с поиском путей и методов повышения надёжности, которые закладываются в конструкцию автомобиля при проектирование и внедряются в сфере производства, необходимо изыскивать пути и методы для решения той же задачи в сфере эксплуатации и ремонта. От того, как разумно будет использоваться ресурс автомобиля в эксплуатации, зависит действительный его срок службы до ремонта.
Огромные потенциальные возможности кроются в организации внедрении агрегатного и узлового методов ремонта. Применение этих прогрессивных форм организации ремонтного обслуживания автомобилей позволяет полнее использовать ресурс агрегатов и деталей, сократить простои в ремонте, значительно повысит срок службы автомобиля и агрегатов до КР. А это, в свою очередь, ведёт к сокращению общего количества КР.
Важным элементом оптимальной организации ремонта является создание необходимой технической базы, которая предполагает внедрение прогрессивных форм организации руда, повышения уровня механизации работ, производительности оборудования, сокращение затрат труда и средств.
Авторемонтное производство, получив значительное развитие. Ещё не в полной мере реализует свои потенциальные возможности. По своей эффективности, организационному и техническому уровню оно ещё всё отстаёт от основного производства-автомобилестроения
1 Обоснование размера производственной партии деталей
Размер производственной партии для восстановления деталей Х, дет/день, определяется по формуле
 (1)
(1)
где N =7500 - годовая производственная программа;
n =1 - число деталей в изделии;
Фдн = 253 - число рабочих дней в году;
Км =0,39 - маршрутный коэффициент восстановления деталей;
t =2 - необходимый запас деталей для обеспечения непрерывности сборки.
![]()
Принимается Х= 23 дет/ден.
2 Разработка технологического процесса восстановления деталей
2.1 Разработка технологического процесса
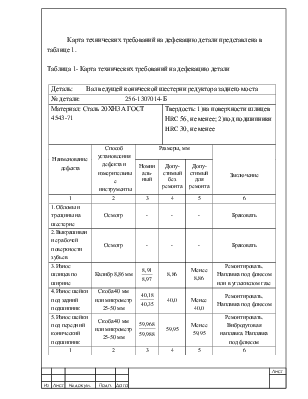
Характеристика детали и условий ее работы.
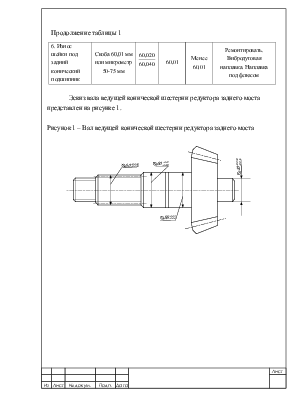
Вал ведущей конической шестерни редуктора заднего моста:
· Материал – Сталь 20ХН3А ГОСТ 4543-71
· Твёрдость: - на поверхности шлицев НRC 56, не менее, - под подшипники HRC 30, не менее
· Класс детали – Прямые круглые стержни
· Дефекты:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.