Большинство крупногабаритных тонкостенных деталей (панели, дверцы, оболочки, емкости, элементы обшивок) изготовляются из листового или профильного материала методами вытяжки, гибки, сварки, клепки. Данные методы весьма трудоемки при наличии утолщений на детали и имеют длительный производственный цикл. Применение литья уменьшает трудоемкость, позволяет снизить массу детали и позволяет получить более жесткие и виброустойчивые конструкции.
Однако получение литых крупногабаритных тонкостенных деталей сопряжено с рядом серьезных трудностей, главной из которой следует считать заполнение узкой полости формы расплавом. Поэтому создан специальный способ литья – выжиманием, который в отличие от всех существующих способов литья позволяет получить отливки не в стационарной форме, а в форме с переменным сечением полости. Такой способ заполнения тонкой полости формы позволил решить главную задачу литья – сохранение температуры компактной массы расплава в течение всего времени протекания и, таким образом, обеспечение подвижности металлического потока.
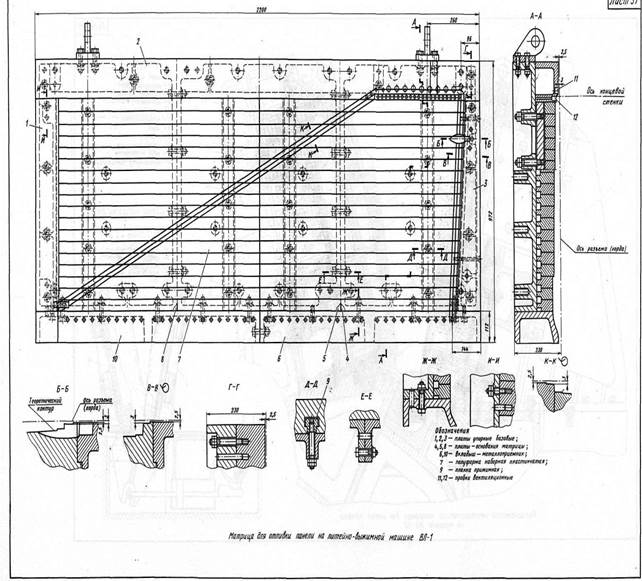
На рис. 34 представлена матрица для получения отливки панели на литейно-выжимной машине ВЛ-1.
Матрица оформляет наружную поверхность панели и представляет собой наборно – пластинчатую блочную полуформу. Такая конструкция обеспечивает отвод воздуха и газов из полости формы при ее заполнении. Кроме того, наборно-пластинчатая конструкция в меньшей степени подвержена короблениям при предварительном нагреве кокиля и от циклических тепловых нагрузок при заливках.
Основанием матрицы служат скрепленные между собой плиты 4, 5 а 8. На этом основании крепят полуформу 7, состоящую из набора пластин, укрепленных прижимными планками 9 и ограниченных с трех сторон упорными плитами /, 2 и 3. Вкладыши 6 и 10 ограничивают форму с четвертой стороны и являются металлоприемникои. Для вентиляции формы при выжимании в матрице установлены вентиляционные пробки 11 и 12.
|
|
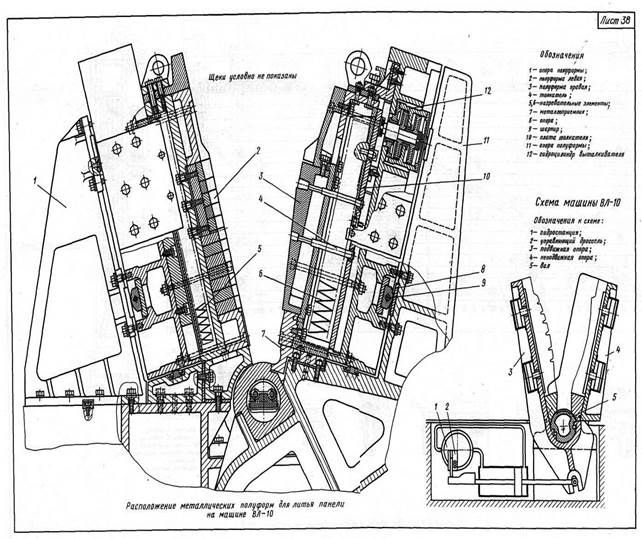
Эффективнее применение способа литья выжиманием панелей в цельнометаллические формы. На рис. 35 представлена цельнометаллическая форма, установленная на створки машины ВЛ-10.
|
|
Принципиальным отличием этой конструкции от рассмотренных выше является возможность) в определенных пределах) пространственного регулирования установки полуформ. Для извлечения отливки из подвижной полуформы использована система гидровыталкивателей.
Извлечение развитой оребренной отливки из металлической полуформы является серьезным вопросом, так как от своевременности и равномерности выема зависит качество получаемой заготовки. Слишком быстрое и резкое выталкивание может привести к прошиванию толкателями образовавшейся корочки расплава, а запаздывание и медленное выталкивание — к проявлению усадки, от чего образуются трещины.
7.4. Пресс-формы для литья под давлением
Широко распространенный способ – литье под давлением – является одним из наиболее прогрессивных способов производства отливок. Главное преимущество способа – возможность максимально приблизить форму отливки к форме готовой детали и, таким образом, свести до минимума объем механической обработки. Литье под давлением является также наиболее механизированным процессом литейного производства.
За последнее время значительно расширилась область применение способа за счет автоматизации процесса, применения регулируемых скоростей заполнения, дополнительного давления прессования и других мер, позволяющих вводить термообработку отливок.
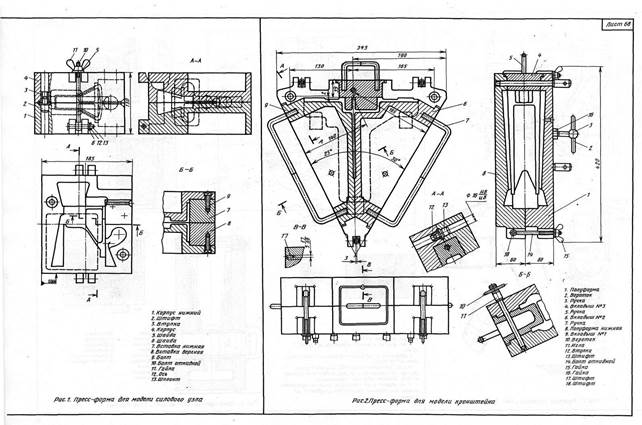
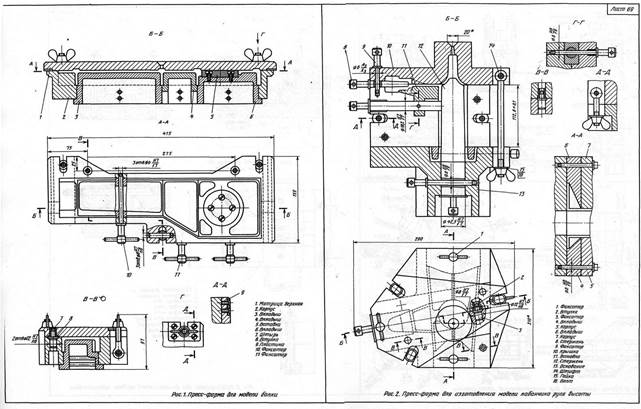
На Рис. 36,37 представлены пресс-формы для изготовления разнообразных моделей мелких и средних размеров.
|
|
|
|
1.
1.Альтман М. Б., Лебедев А. А., Чухров М. В. Плавка и литье легких сплавов. М„ 1969.
2.Балабин В. В. Модельное производство. М., 1970.
3..
4.
5.Белопухов А. К- и др. Литье под давлением. Инженерная монография. М., 1975.
10.Горюнов И. И. Пресс-формы для литья под давлением. Л., 1975.
11.Гуляев Б. Б. Классификация способов литья. Литейное производство. 1987. № 7. С. 36.
12.Денисов И. С. Сборка литейных форм. М., 1963.
13.Дубилин Н. П. Кокильное литье. Справочное пособие. М., 1967.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.