Оболочковые формы и стержни получают на специальных машинах, которые имеют следующие узлы: устройство для нагрева модельных плит, или элементов стержневого ящика, бункер для песчано-смоляной смеси, механизмы для нанесения смеси на модельную плиту или в полость ящика, механизмы для съема оболочковых полуформ с модельной плитой или механизмы для разъема частей стержневого ящика.
6.3. Многоразовые формы (кокили)
В настоящее время кокильное литье широко применяется для получения отливок из алюминиевых, магниевых, медных сплавов, а также из тугоплавких химически активных сплавов.
В последние годы имеется тенденция снижения выпуска кокильного литья из алюминиевых и магниевых сплавов в связи с переводом многих деталей на литье под давлением. Однако в связи с ростом выпуска цветного литья вообще объем кокильного литья увеличивается. Таким образом, вопросы оснащения производства кокильных отливок по-прежнему остаются актуальными.
Широкому применению этого способа литья способствует ряд преимуществ перед литьем в песчаные формы:
– повышение класса точности отливок и класса шероховатости поверхности, что создает предпосылки для снижения припусков на механическую обработку;
– повышение плотности отливок и соответственное увеличение механических свойств на 15 ... 30 %;
– повышение производительности труда и более эффективное использование производственных площадей;
– уменьшение расхода формовочных и стержневых смесей;
– способствование механизации, автоматизации производственного процесса;
– сокращение расхода расплава за счет уменьшения объема литниково-питающей системы;
– снижение массы отливки по сравнению с литьем в песчаные формы на 8 ... 12 %.
Эти преимущества имеют место при условии тщательной проработки технологии процесса и конструкции формы.
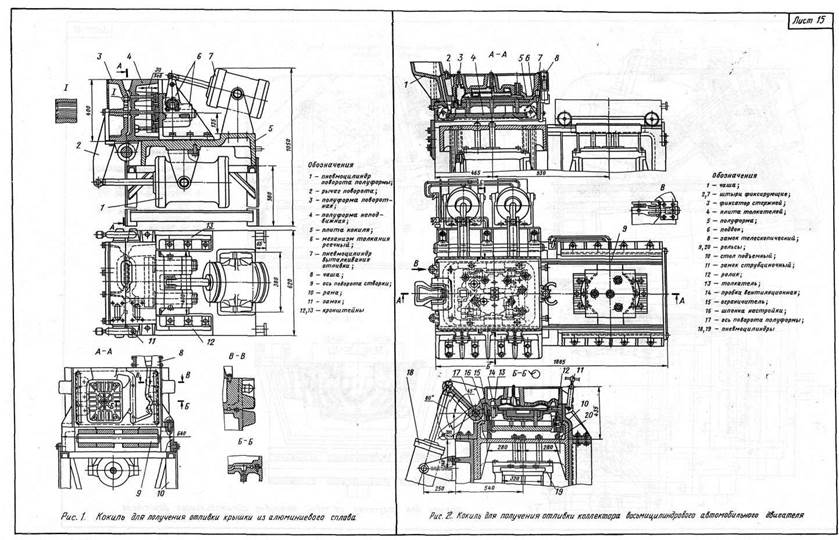
На Рис. 26 представлен кокиль для получения массовой отливки головки блока цилиндров автомобильного двигателя из алюминиевого сплава.
Внешняя поверхность отливки формируется полуформами 3, 5, отъемными частями 2, 11 иподдоном; внутренняя полость отливки – блоком песчаных стержней 4. Скрепление стержней в блок осуществляется на стержневом участке заливкой алюминиевого расплава в соосные конические отверстия соприкасающихся стержней. При кристаллизации расплав, благодаря усадке взаимодействует с коническими поверхностями в стержнях и надежно скрепляет их. Собранный кокиль запирается скобовидными замками 12, в знаковые части полуформ устанавливается стержневой блок, на полуформу 3 устанавливается съемная чаша 1 и производится заливка. Замки открываются, откидываются, полуформа 5 и отъемные части отводятся пневмоцилиндрами 7. Для полуформы имеется реечный синхронизатор движения с зубчатым валиком, для отъемных частей – только направляющие Т-образной шпонки. Отливкасталкивается с наборного поддона пневмоцилиндром 10 с помощью толкательной системы 9.
Для четкого воспроизведения торцов бобышек в нижней части отливки, а также для обеспечения ускоренного захолаживания их массивов применены концентрические вентиляционные пробки, имеющие удвоенное число вентиляционных каналов-насечек.
Оригинальная конструкция кокиля для получения отливки крышки из алюминиевого сплава представлена на рис. 27.
|
|
Габаритные размеры отливаемой детали 200X300X20 мм, масса отливаемой детали 1,45 кг, масса отливаемой детали с литниковой системой 3,1 кг, материал отливки — сплав АЛ9.
Кокиль монтируется на плите 5, которая устанавливается на сварной раме 10. Неподвижная полуформа 4 крепится на плите 5 кронштейнами 12 и 13. Заливку кокиля производят через литниковую чащу 8. По окончании кристаллизации отливки производят отвод подвижной полуформы 3 относительно неподвижной полуформы 4 с помощью рычага 2, соединенного с пневмоцилиндром. После раскрытия кокиля происходит сталкивание отливки с неподвижной полуформы 4 толкателями, которые приводятся в движение пневмоцилиндром 7 через рычажно-реечную передачу 6. Зажим подвижной и неподвижной полуформ в собранном состоянии осуществляется замками 11.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.