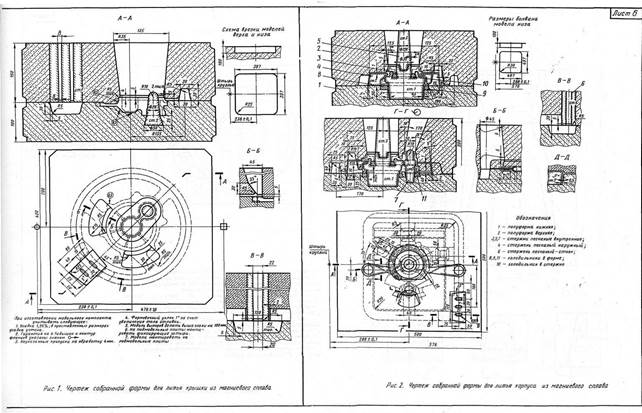
На рис. 24, представлена собранная форма из песчано – глинистой смеси для литья крышки из магниевого сплава. Форма выполняется в двух опоках с двумя песчаными стержнями. В форме применена верхняя литниковая система, так как с одной стороны полость формы имеет незначительную высоту и падение расплава из питателя не опасно и с другой стороны наиболее ответственную фланцевую часть отливки необходимо располагать вверху, обращенной к питающим прибылям. Расплав при заливке через нормализованную чашу попадает в песчаный стояк ст. 1, выполненный в виде двух щелей для заполнения канала и предотвращения активного окисления при течении. Далее через металлоприемник расплав попадает в кольцевой коллектор, а затем через три питателя в полость формы. Форма элементов литниковой системы способствует тому, чтобы расплав успокоился в металлоприемнике, плавно заполнил коллектор и полость формы. Питающие прибыли расположены над входом питателя в полость формы – этим обеспечивается попадание в них более горячего металла и создаются условия для эффективного пропитывания отливки. Две симметрично расположенные прибыли пропитывают по две бобышки фланца, а центральная прибыль расположена над тепловым узлом, частично уменьшенным песчаным стержнем ст. 2.
По данному чертежу собранной формы ведется дальнейшая разработка чертежей металлического модельного комплекта или непосредственное изготовление деревянных моделей, используя и в том и в другом случае чертеж отливки.
На Рис. 25, приведен пример более сложной формы, которая выполняется также в двух опоках со сложной поверхностью разъема. Основная технологическая задача – обеспечение пропитывания нижних и верхних тепловых узлов – фланцев детали. Осуществляется эта задача комбинированным применением верхних и боковых прибылей и холодильников. Полость формы формируется двумя полуформами (поз. 1 и 2) из сырой формовочной смеси, двумя сухими стержнями ст. 1 и ст. 5, образующими внутренние поверхности, и стержнем ст. 2, формирующим наружную поверхность. Стержень ст. 2, стыкующийся со стержнем ст. 1, служит для уменьшения объема прибыли и для отвода образующихся и стержне ст. 1 газов во время заполнения. Для ускорения кристаллизации в нижних массивных частях фланцев имеются холодильники 6, 9, 11 в форме и холодильник 10 в стержне ст. 1.
В форме применена нижняя литниковая система. Через три стояка прямоугольного сечения, образуемых стержнем ст. 4, расплав попадает в металлоприемник и далее следует по прямоугольному коллектору в две стороны. От коллектора через питатели расплав поступает в полость отливки непосредственно (в районе стержня ст. 5) или через боковые прибыли. Для подогрева центральной прибыли предусмотрены вертикальные колодцы со щелевыми питателями. Данный пример наглядно иллюстрирует трудности, которые возникают при необходимости гравитационным путем пропитывать верхние и нижние группы тепловых узлов, причем трудности не только в конструкции формы, но и технологические, так как эффективность боковых прибылей намного ниже верхних. Сложность возникает и при обрезке глухих боковых прибылей.
|
|
Рис. 24. Чертеж собранной формы для литья крышки
Рис. 25. Чертеж собранной формы для литья корпуса
6.2. Одноразовые оболочковые формы
Оболочковые песчано – смоляные формы успешно применяются для получения отливок с массой от нескольких сот граммов до двухсот и более килограммов из любых литейных сплавов. Наиболее целесообразно применять его при литье отливок массой 5 ... 15 кг в условиях крупносерийного и массового производства. Толщина оболочек для мелкого литья составляет 6 ... 8 мм, а для среднего литья 12 ... 15 мм.
Процесс формирования оболочек основан на специфических свойствах термореактивных смол, которые обладают способностью плавиться при нагревании формовочной смеси и обволакивать тонкой пленкой зерна песка. При дальнейшем нагревании происходит необратимое затвердевание смолы и связывание зерен песка в монолитную оболочку.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.