Предварительная подготовка кокиля заключается в разогреве горелкой до температуры 150 ... 200 °С и окраске, которая производится три раза в смену. Кокиль обслуживается одним рабочим. Производительность составляет 50 отливок в смену.
|
|
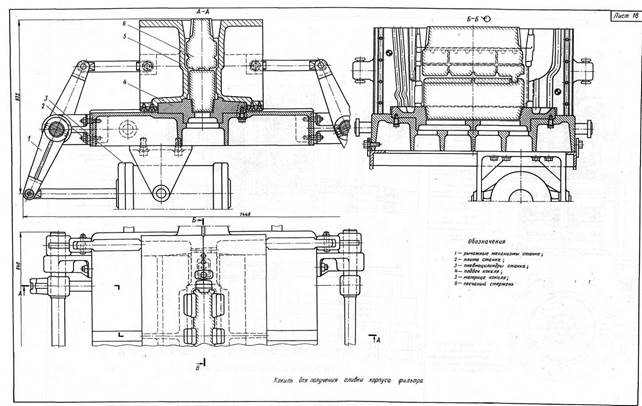
Простейший кокильный станок представлен на Рис. 28. Станок состоит из плиты 2, установленной на опорную раму, системы рычажных механизмов / и двух пневмоцилиндров 3. В специальное гнездо плиты устанавливается поддон кокиля 4, относительно которого фиксируются матрицы 5. Данная конструкция обеспечивает надежность в работе и быструю переналадку кокилей.
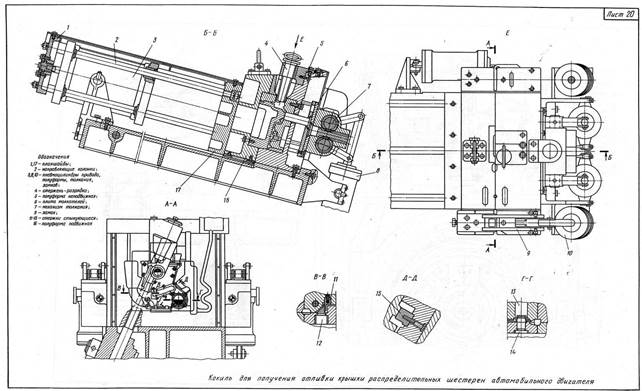
На рис. 29 представлен кокиль для литья крышки распределительных шестерен автомобильного двигателя.
Данный кокиль устанавливается па унифицированный станок для сборки, разборки и запирания. По технологическим соображениям выбрано наклонное положение формы.
Габаритные размеры отливки 320X300X90 мм, толщина стенок 5 мм, отливка имеет значительное число тепловых узлов, ориентированных в различных направлениях, материал отливки АЛ4.
Кокиль состоит из полуформ 5 и 16 и фасонных вкладышей, оформляющих рабочую полость формы.
|
|
Невозможность установить питающие элементы на некоторых массивных узлах потребовала применения различного типа разрядок.
Сквозная полость прямоугольного сечения (см. сечение В – В) формируется двумя встречными соприкасающимися стержнями 11 и 12.
Круглое отверстие с фланцем (см. сечение Г – Г) формируются двумя стержнями 13 и 14, которые дополнительно фиксируются относительно друг друга. Другое отверстие (см. сечение Д – Д) в отливке формируется стержнем 15 и соответствующим выступом на вкладыше. Подвижная полуформа 16 отводится пневмоцилиндром 3, прямолинейное движение достигается направляющими 2, укрепленными на планшайбах / и 17. Стержень 4 удаляется вручную с помощью ломика и на время съема отливки помещается непосредственно на полуформе 5 в специальном кольце. Отливка удаляется из полуформы 5 толкательным устройством 6 с помощью реечного механизма 7 с приводом от двух пневмоцилиндров 8.
В собранном состоянии кокиль запирается автоматическими замками 9 с приводом от пневмоцилиндров 10.
Использование универсально – кокильных машин упрощает конструкцию кокилей, сокращает сроки их проектирования и изготовления, снижает стоимость их за счет исполнительных механизмов, например гидроприводов, указанных машин, а также массу самих кокилей.
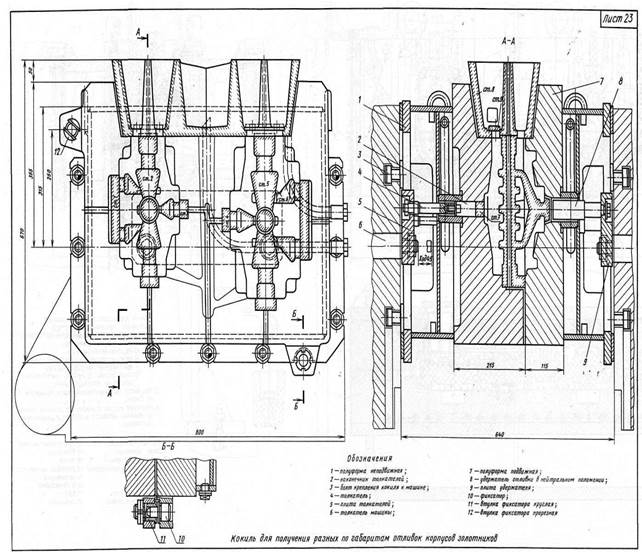
В кокиле, приведенном на рис. 30,получают две отливки корпусов золотников разных габаритов.
|
|
В раскрытом положении в кокиль устанавливают сухие стержни ст. 1 ... ст. 7. Затем происходит закрытие кокиля путем подвода подвижной полуформы 7 к неподвижной 1. Центрирование двух полуформ кокиля осуществляется фиксаторами 10 и центрирующими втулками 11 и 12. В закрытом положении в кокиль устанавливают сухие стержни ст. 8 и ст. 9, затем производят заливку.
По окончании кристаллизации отливок отводится подвижная полу форма 7, при этом удержатели 8 и плита удержателей 9 остаются не подвижными, и отливки остаются в неподвижной половине / кокиля. Затем происходит отвод удержателей с подвижной полуформой 7. Сталкивание отливок из неподвижной полуформы 1 происходит за счет перемещения толкателей 4 с наконечниками 2, плитой толкателей 5, соединенной с толкателем 6. Предусмотрено водяное охлаждение неподвижной 1 и подвижной 7 полуформ кокиля.
7. ФОРМЫ ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
При выборе способа литья необходимо учитывать специфические требования отливок, определяющие появление значительного числа новых способов литья, которые, в свою очередь, устанавливают новые требования к литейным формам.
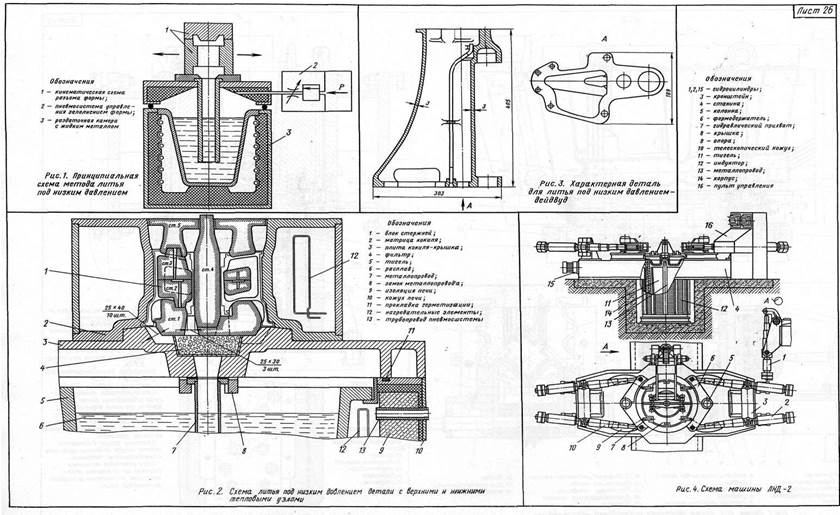
7.1. Формы для литья под низким давлением
На рис. 31 представлена принципиальная схема способа литья под низким давлением.
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.