Оценивая точностные данные (таблица 1.14), делается вывод, что качество базовых поверхностей обеспечивает заданную точность положения контролируемой детали в процессе контроля.
На рисунке 1.22 изображена система координат, по которой может перемещаться деталь, в соответствии с рассмотренной ранее схемой базирования.
Рисунок 1.22 - Система координат Рисунок 1.23 - Схема базирования
Из рисунка 1.18 видно, что деталь лишена одиннадцати односторонних связей (Z 1, Wz , Wz1, X, X 1, Wx , Wx1, Y, Y1, Wy , Wy1), и осталась только одна из них Z . Поскольку выбранная схема базирования позволила совместить технологическую и измерительную базы, то для измеряемого параметра Еб = 0 мкм.
При проведении контроля необходимо вращение детали вокруг оси Z, конструктивно предусматривается возможность вращения детали установленной на пальцы.
Из рисунка 1.23 видно, что посаженная по отверстиям диаметром 12 мм на три пальца по посадке диаметр 12 Н7/h6 мм деталь лишается четырех степеней свободы. Таким образом эти поверхности являются двойной направляющей базой. Торец уступа диаметром 180 мм является опорной базой и налагает на деталь одну связь. При такой схеме базирования отпадает необходимость закрепления детали в приспособлении. Таким образом погрешность закрепления Ез = 0 мкм.
1.10.2 Выбор и обоснование метода измерения
Из возможных альтернатив прямого и косвенного методов предпочтение отдаётся прямому, поскольку его проще произвести при контроле. При этом нет необходимости в перерасчете размера и получаемая точность вполне достаточна для проверяемого допуска. При выборе контактного или бесконтактного способов отдаётся предпочтение контактному способу. Это обусловлено тем, что прочностные характеристики материала детали высоки и контактируемая поверхность без деформации и смятия может воспринимать значительное измерительное усилие. В условиях, когда возможно попадание масла, СОЖ, стружки измерительное усилие будет способствовать удалению грязи и посторонних тел с места измерения.
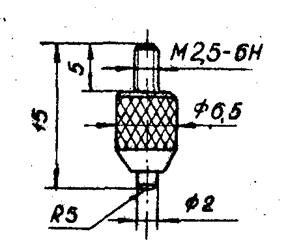 Для
обеспечения точечного контакта принимается наконечник сферической формы при
радиусе сферы не менее 5 мм (рисунок 1.24). Наконечник типа НР имеет
твёрдосплавную вставку (ГОСТ 11007-66).
Для
обеспечения точечного контакта принимается наконечник сферической формы при
радиусе сферы не менее 5 мм (рисунок 1.24). Наконечник типа НР имеет
твёрдосплавную вставку (ГОСТ 11007-66).
Учитывая
значительную твёрдость контролируемой поверхности и геометрические параметры
вставки, ориентировочно назначается измерительное усилие в размере
5 Н. В этом случае ожидаемая погрешность от измерительного усилия определяется
по формуле Герца:
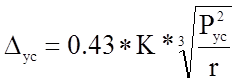 ,
,
 где
Dус-
величина погрешности за счет контактной деформации, мкм;
где
Dус-
величина погрешности за счет контактной деформации, мкм;
К =0,81 - коэффициент, зависящий от материала измерительного наконечника;
РУС = 5 Н - измерительное усилие;
r=5 мм - радиус сферы наконечника.
Тогда
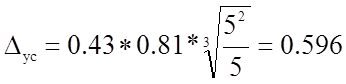 мкм
мкм
Деталь контролируется в движении (вращается).
Вопрос о расположении измеряемой детали при контроле решен выше, где обосновано вертикальное расположение детали, поскольку она позволяет обойтись без зажимного устройства.
Из двух возможных методов - абсолютного и относительного - предпочтителен второй (относительный), так как он предоставляет более широкие возможности для различных конструктивных решений, позволяет осуществить более точные измерения.
Используется активный метод контроля. Для современного производства неприемлемы методы, которые на конечном этапе технологического процесса лишь фиксируют уровень качества. Прогрессивным следует считать такой способ, который даёт возможность предупредить появление брака при формировании качества. Чтобы рабочий - оператор «активно» участвовал в технологическом процессе каждой операции, он должен располагать информацией о величине отклонения и его направленности.
КИП должен иметь шкальное отсчётное устройство, которое обеспечивает достаточную точность отсчёта без чрезмерного напряжения зрения.
Принимается механический принцип преобразования измерительной информации. Это решение предопределено в значительной мере контактным методом контроля. В его пользу говорит большой арсенал технических средств, прошедших многолетнюю апробацию на точность и надёжность работы на рабочих местах станочников.
1.10.3 Выбор и обоснование средства измерения
Выбор средства измерения начинается с определения оптимальных метрологических, эксплуатационных и надёжностных характеристик, которыми должны обладать средство измерения (СИ).
Допускаемая суммарная погрешность измерения КИП находится как часть допуска контролируемого параметра:
![]() ,
,
где К = 0,35 - коэффициент точности;
Т = 20 мкм - допуск соосности.
Тогда
![]() мкм.
мкм.
В
соответствии с ГОСТ 8.051-81 рекомендуется принять ![]() мкм.
мкм.
Определяется допустимая погрешность средства измерения (инструментальная):
![]() мкм.
мкм.
Цена деления принимается равной 5 мкм. Интервал деления шкалы (а) берётся 2 мм, поскольку меньшее расстояние между соседними штрихами шкалы может затруднить считывание показаний СИ. Предел измерения по шкале (А) должен превышать допуск соосности, чтобы снятие показаний не вызывало затруднений. Предел измерения по шкале принимается равным четырём допускам соосности и составляет А = 0,08 мм. Предел измерений СИ (диапазон измерений) определяется условиями эксплуатации и принимается равным 0,1 мм.
Измерительное усилие Рус обуславливается характером и жёсткостью контролируемых поверхностей, величиной допуска измеряемого параметра. Значение измерительного усилия было принято выше и составляет 5 Н. Допустимое колебание измерительного усилия оговаривается величиной DРус =1 Н.
Основным нормируемым показателем надёжности СИ является наработка t(Р) до первого отказа при вероятности безотказной работы Р. Количество циклов измерений, обеспечивающее заданное количество контрольных операций составляет 120 циклов. Вероятность безотказной работы составляет Р = 0,85, исходя из возможностей измерительных средств, выпускаемых инструментальной отраслью машиностроения.
После того как стали известны допустимые значения по метрологическим, эксплуатационным и надёжностным показателям осуществляется поиск СИ по справочнику ([9] т.4.15 с.506). Приемлемым считается СИ, значение характеристик которого находятся в таком соотношении с допустимыми:
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.