Склад состоит из 10 секций (спецотделов), каждая из которых объединяет контрактные группы товаров. Это позволяет называть данное инженерное сооружение складским комплексом. За каждым спецотделом закреплены отдельные кладовщики, но при наличии дополнительных нагрузок на различные спецотделы, к работе на них могут привлекаться сотрудники других секций. Возможность такой координации дает внедренная система адресного хранения, которая позволяет кладовщику, не имеющему опыта работы на определенном спецотделе, не зная номенклатуры товара, формировать заявки. Таким образом, каждый кладовщик имеет свою специализацию, позволяющую добиваться высоких показателей в работе на закрепленном спецотделе, но при необходимости, способен работать в любой из складских секций.
Склад Барановичского подразделения работает в 3-х сменном режиме, для каждой смены определены свои приоритетные работы (в порядке убывания):
1-я смена (с 7.30 до 16.00):
- отгрузка ТМЦ (утренняя) по коротким направлениям доставки (Барановичи и район);
- приемка товара;
- расстановка товара в зоне хранения;
- пополнение зон формирования заявок;
- формирование заявок для вечерней отгрузки.
2-я смена (с 15.00 до 23.30):
- формирование заявок для вечерней отгрузки;
- приемка возвратов от клиентов;
- приемка товара.
3-я смена (с 23.30 до 07.30):
- отгрузка вечерних заявок;
- формирование заявок для утренней отгрузки;
- пополнение зон формирования заявок.
В среднем, персоналом склада формируется и отгружается порядка 550 заявок в сутки (450 вечером и 100 утром).
Анализ технологического процесса склада №2.
Технологический процесс на складе № 2 состоит из пяти основных операций:
- приемка ТМЦ;
- хранение ТМЦ;
- переработка ТМЦ;
- отгрузка ТМЦ;
- инвентаризация ТМЦ, и ряда дополнительных подопераций, которые рассмотрим в ходе анализа основных. Предлагаю рассмотреть технологический процесс по ходу движения материального потока, по каждой операции начиная с приемки товара.
На рисунке 2.12 отображено движение материального потока (красные стрелки) по территории складского комплекса.
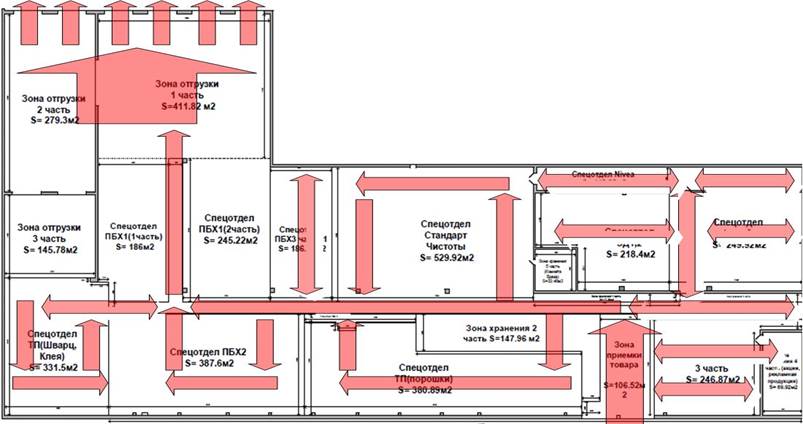
Рисунок 2.12 – Движение материального потока на складе № 2
Примечание - Источник: собственная разработка на основе сведений о компании.
Наглядно видно, что такое понятие как «прямоточность» материального потока, соблюдается не плохо, учитывая, что здание проектировалось под иные, чем складирование цели. Это позволяет избежать повторного возвращения товара в любую из складских зон и неэффективного выполнения операций.
Приемка ТМЦ.
Местом входа материального потока, поступающего в переработку на склад Барановичского подразделения, является зона приемки, которая включает: приемочную рампу, выравнивающее и используемое для разгрузки оборудование, а также, непосредственно площадку для проведения операций по приемке ТМЦ.
В процессе реконструкции здания была создана приемочная рампа, рассчитанная для проведения одновременной разгрузки двух транспортных средств (ранее в этой части здания ворота отсутствовали). Зона приемки склада способна вместить 99 европаллет (3 евро полуприцепа с максимальной загрузкой), но на данный момент, ввиду нехватки места для хранения продукции, администрацией подразделения было принято решение использовать часть этого пространства для создания дополнительных паллетомест в зоне хранения.
В таблице 2.6 указаны данные, отражающие объем работ, проведенных на данном этапе технологического процесса склада № 2 за 2011 год.
Таблица 2.6 – Итоги работы на этапе приемки ТМЦ
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.