В зависимости от диаметра Dв.о по табл. 14.1 выбирают диаметр dпр проволоки спирали, допустимый диаметр dc прутков-сердечников, устанавливаемых внутри спирали, и их допустимое число Далее по уже найденному значению dпр с помощью табл. 14.2 определяют диаметр D спирали и ее шаг t. Длина l спирали может быть определена из уравнения [8]
l = (0,04...0,02)mу/q, где ту — масса теплового узла, кг; — масса одного погонного метра (1 пог. м) спирального холодильника, кг (см. табл. 14.2).
Холодильники с диаметром проволоки более 20 мм не расплавляются даже в массивных узлах. Общая масса внутренних холодильников должна составлять 2... 4 % массы охлаждаемого узла.
Для реализации принципа направленного затвердевания могут быть использованы внутренние и внешние холодильники и управляемое охлаждение.
Правила конструирования отливки для конструктора остаются такими же, как и при реализации принципа одновременного затвердевания. Однако технолог-литейщик, анализируя конструкцию изготовляемой им отливки, обязан обеспечить питание тепловых узлов прибылями.
14.3. Технологический напуск
В некоторых случаях прибыль не может быть установлена непосредственно на тепловой узел и ее приходится размещать над тепловым узлом (рис. 14.6). Если не будет организовано направленное затвердевание, то стенка, находящаяся между тепловым узлом и прибылью, может затвердеть раньше и в тепловом узле, который не может питаться из прибыли, образуются усадочные дефекты. Поэтому «выкатывают» и постепенно увеличивают диаметр вписанной в тепловой узел окружности (например, с углом 3...6° в направлении прибыли), затем проводят огибающую эти окружности линию. Разница между профилем отливки и огибающей линией (на рис. 14.6 штриховка сеткой) называется «технологическим напуском», который обеспечивает направленное к прибыли затвердевание и питание теплового узла.
Как правило, технологический напуск на готовой отливке должен быть удален механической обработкой.
Технологический напуск не нужно доводить до нижнего торца вертикальной стенки, так как прибыль действует на определенную зону, чаще всего представляющую собой полусферу, радиус которой является радиусом действия прибыли. За пределами этой зоны питания отливки не происходит. Естественно, что радиус действия прибыли зависит от напора металла и давления на металл в прибыли (атмосферного, сжатого воздуха и газа — см. подразд. 14.4), и с
340
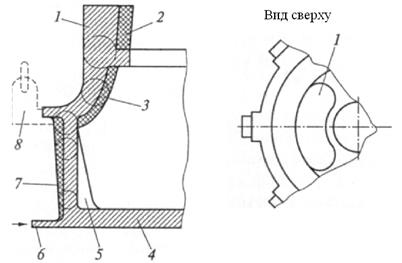
Рис. 14.6. Технологический напуск(прибыль над горячим местом): 1 открытая прибыль; 2, 3, 5 —технологические напуски; 4 —отливка;.6 — питатель; 7 — ребро; 8— закрытая боковая прибыль атмосферного давления; стрелкой показано направление подвода металла увеличением давления радиус действия прибыли расширяется, т.е. металл продвигается по междендритным каналам.
Для высоких отливок (плиты, цилиндры, отливаемые вертикально) также требуется технологический напуск на некотором расстоянии hнот прибыли (рис. 14.7),так как без напуска нижняя часть отливок будет плотной из-за действия торца.
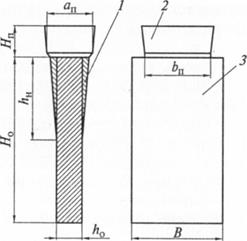
Рис. 14.7. Технологический напуск на высоких отливках, заливаемых вертикально: 1 –– технологический напуск; 2 –– прибыль; 3 –– отливка; апbп –– размеры прибыли в сечении; Нп –– высота прибыли; В— ширина отливки; ho — толщина отливки; Ho— высота отливки; hн — высота напуска
Для цилиндрических вертикальных отливок с однородной толщиной стенок радиус действия прибыли должен быть проверен как по высоте, так и по диаметру. По диаметру прибыль может быть сплошной(рис. 14.8, 1а) или локальной (рис. 14.8, 1б). Для сплошных по диаметру прибылей технологический напуск должен быть также сплошным, для локальных прибылей он может быть (если он нужен) локальным как по вертикали, так и по диаметру (см. рис. 14.8).
Следовательно, радиус действия прибыли должен быть проверен не менее чем в двух направлениях, а по возможности во всех направлениях.
341
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.