ГЛАВА 15
ОСОБЕННОСТИ ВЗАИМОДЕЙСТВИЯ ОТЛИВКИ И ФОРМЫ
Цель этой главы — изложение некоторых особенностей взаимодействия отливки и формы, которые по тем или иным причинам отсутствуют в учебниках по дисциплинам «Теория формирования отливки» Г.Ф.Баландина, а также «Физико-химические основы литейного производства» В. А. Васильева, но которые необходимы технологу при проектировании технологического процесса и последующей его отладке и устранении некоторых дефектов.
В первую очередь это касается происходящих при заливке форм металлом явлений: статического и динамического давления метал отливок, выделения газа из форм и стержней и внедрения газа в металл, нагрева поверхностных слоев формы и неоднородности линейной усадки для рассматриваемого размера и ее зависимости от значения этого размера, а также трещин в безопочных формах.
15.1. ДАВЛЕНИЕ МЕТАЛЛА НА ФОРМУ И СТЕРЖНИ
Давление металла на стенки формы и стержни может приводить к раскрытию стыка по линии разъема, уходу металла из формы, всплытию стержней, возникновению подутий, увеличению пригара особенно при резком уменьшении площади сечения формы в направлении ее заполнения (бутылочный эффект), когда скорость резко возрастает и вызывает увеличение давления из-за гидравлического удара.
К расплавленному металлу применимы законы гидравлики: закон Архимеда, закон сообщающихся сосудов, закон Паскаля.
Следует обратить внимание на гидростатический парадокс, который заключается в том, что малая масса жидкости в тонкой высокой трубке определяет силы Р и Р1, давления соответственно на дно и верхнюю часть широкого сосуда (рис. 15.1):
P = ρжgHF; (15.1)
P1 =ρж gH1(F – f), (15.2)
где ρж — плотность расплава; g — ускорение свободного падения. Н и H1 — две высоты столба расплава; F и f— площади соответственно дна сосуда и тонкой трубки.
360
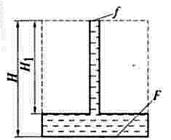
Рис 15.1 Гидростатический парадокс: H H1, F, f — значения высоты и площади для пояснения закона сообщающихся сосудов
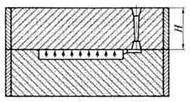
Рис. 15.2. Давление на верхнюю полуформу (плоская отливка): Н — напор металла; стрелками показано давление
Применительно к литейной форме (рис. 15.2) сила давления на верхнюю полуформу может быть определена также по уравнению (15.1).
По существу для этого случая гидростатический парадокс служит проявлением закона сообщающихся сосудов — уровень жидкости в форме стремится занять положение уровня жидкого металла в литниковой воронке.
На рис. 15.2 верхняя поверхность формы плоская и напор Н везде одинаков. Для реальных фасонных отливок верхняя поверхность формы не является плоской, она, как правило, сложная, поэтому напор в каждой точке будет разный и расчеты силы давления на верхнюю полуформу усложняются.
Однако можно воспользоваться понятием «тело давления», под которым понимается тело, расположенное в верхней полуформе над отливкой. Тогда сила Рс.с, действующая на верхнюю полуформу, определится весом металла, объем которого равен объему Утд тела давления: Рс.с = ρжgVт.д.
Для цилиндрической отливки (рис. 15.3) объем Ут.д тела
давления равен заштрихованному (на рис. 15.3 показано сеткой) объему над
отливкой, который определяется разностью объема параллелепипеда, равного HlоDо(где Н — высота верхней полуформы, или, точнее, напор металла; lo — длина отливки в
плоскости, перпендикулярной чертежу; Do — диаметр отливки), и
объема отливки, находящейся в верхней полуформе, .
.
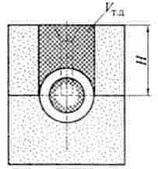
Рис. 15.3.Тело давления для цилиндрической отливки: Vт.д.— объем тела давления; Н — напор металла
361
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.