Используется для валов с центральным отверстием (см. рис. 2.1). Сверлится глубокое центральное отверстие. К глубоким относят отверстия, диаметр которых превышает их длину более чем в 5 раз. Обеспечивается точность IT 9…14, шероховатость - Rz = 5…40 мкм. При использовании двухсторонних станков сверление производится с двух сторон одновременно, что не только повышает производительность, но и снижает погрешность обработки отверстия, вызываемую уводом сверла. На односторонних станках упомянутую погрешность также можно уменьшить, если обработку выполнить за два установа, осуществляя сверление вначале с одной, а затем с другой стороны.
В отдельных случаях, если позволяют технологические возможности оборудования, сверление глубокого отверстия рационально выполнить на предыдущей токарной операции, в том числе удлиненными спиральными сверлами (l/ d до 10). Однако при работе этими сверлами стружечные канавки забиваются стружкой. Для ее удаления требуется периодически выводить сверло из отверстия. Лучшее удаление стружки обеспечивают спиральные сверла с отверстиями для подвода СОЖ. Наиболее надежное удаление стружки из зоны резания без вывода сверла из отверстия обеспечивают шнековые сверла (l / d до 40).
Для сверления отверстий, имеющих отношение l/ d свыше 10, часто приходится использовать специальные станки для глубокого сверления, например, ОС-801, ОС-802 и др. Применяют сверла одностороннего резания с внутренним подводом СОЖ и наружным отводом стружки, а также сверла с наружным подводом СОЖ и внутренним отводом стружки, в том числе эжекторные [15]. Кроме сверл сплошного сверления используют сверла кольцевого сверления (d> 80 мм).
В единичном и мелкосерийном производстве при использовании токарных обрабатывающих центров глубокое центральное отверстие может обрабатываться на токарных операциях (см. рис. 2.3).
035 Токарная (чистовая)
Аналогична операции 025. Производится чистовое точение (с припуском под шлифование). Обеспечивается точность IT 9…12, шероховатость - Rz = 5…20 мкм.
Следует подчеркнуть, что продолжает сохраняться и расширяться использования принципа совмещения черновых и чистовых переходов в одной операции и не только в мелко- и среднесерийном производстве.
Наблюдается устойчивая тенденция использования токарных обрабатывающих центров (ТОЦ) для мелко- и среднесерийного производства. Применение такого оборудования для токарных операций позволяет обеспечить высокую концентрацию технологических переходов не только токарных, но и фрезерных, сверлильных, резьбонарезных (см. например, операции 040, 045), а в отдельных случаях зубофрезерных, шлицефрезерных, долбежных (см. операции 050, 055) и других технологических переходов.
040 Фрезерная
Фрезерование шпоночных пазов [5, с. 273…274; 7, с. 59…60; 8, с. 327…328; 13, с. 35…39], канавок, скосов, выемок, граней, лысок и других поверхностей. Обеспечивается точность IT 9…14, шероховатость Rz = 10…40 мкм.
Шпоночные пазы в зависимости от их конструкции обрабатывают либо дисковой фрезой (если паз сквозной или полуоткрытый) на горизонтально-фрезерных станках (рис. 2.7), например, мод. 6Р80, 6Р81Г, 6Р82Ш, 6Р83; либо пальцевой фрезой (если паз глухой) на вертикально-фрезерных станках (мод. 6Р10, 6Р11МФ3-1, 6Р12, 6Р13РФ3, 6540, 6550, 6550РФ3), например, за один или несколько ходов. В серийном и массовом производствах для получения глухих шпоночных пазов применяют шпоночно-фрезерные полуавтоматы, например, мод. ДФ-96, 692А, 6930, работающие маятниковым методом двузубыми шпоночными фрезами.
Для фрезерования нескольких одинаковых поверхностей, расположенных на одной шейке по окружности используют делительные приспособления. Возможна обработка и за несколько установов.
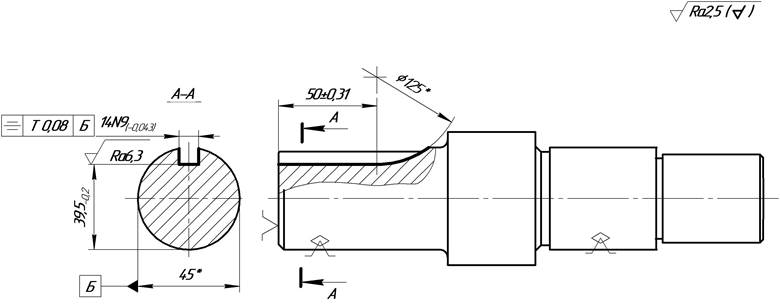
Рис. 2.7. Операционный эскиз горизонтально-фрезерной операции
045 Сверлильная
Сверление всевозможных отверстий. Обеспечивается точность IT 9…14, шероховатость Rz = 10…40 мкм.
Используются вертикально-сверлильные (мод. 2Н106П, 2М112, 2Н118, 2Н125Л, 2Н125, 2Н135), радиально-сверлильные станки (мод. 2М55, 2554, 2Ш55, 2Р53, 2М57, 2М58), а также сверлильные станки с ЧПУ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.