080 Круглошлифовальная
Шейки вала шлифуют на круглошлифовальных (рис. 2.9) или бесцентрово-шлифовальных станках. Обеспечивается точность IT 5…11, шероховатость Rz = 1…10 мкм [11, 14]. Как правило, базирование заготовки на круглошлифовальных станках выполняется в центрах; на универсальных круглошлифовальных - возможно шлифование в патроне. Торцекруглошлифовальные станки (мод. 3Т153Е, 3Т153ДФ2, 3Б153Т, 3Т160, 3Т160ДЛФ20, 3Т161Е позволяют с высокой производительностью выполнять одновременное шлифование цилиндрической и прилегающей торцовой поверхностей, что обеспечивает максимально высокую точность их взаимного расположения [11, 14].
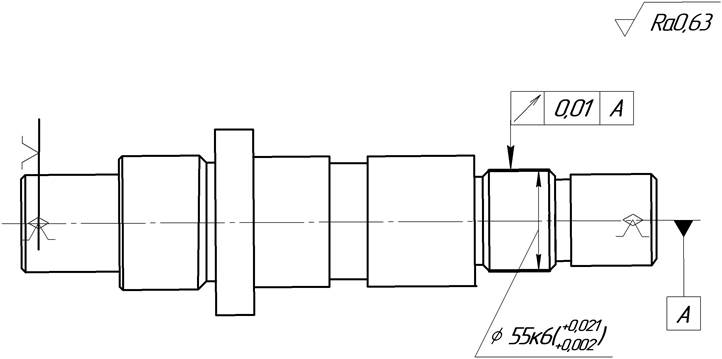
Рис. 2.9. Операционный эскиз круглошлифовальной операции
085 Шлицешлифовальная
Шлицы шлифуются [14] в зависимости от вида центрирования:
- центрирование по наружному диаметру. Шлифуется наружная цилиндрическая поверхность на круглошлифовальных станках; в случае необходимости и боковых поверхностей шлицев на шлицешлифовальном полуавтомате, например, одновременно двумя кругами с делением; впадина (внутренняя поверхность) шлицев не шлифуется;
- центрирование по внутреннему диаметру. Шлифуется поверхность впадины и боковые поверхности шлицев либо профильным кругом одновременно (рис. 2.10), либо в две операции.
Заготовка, как правило, базируется в центрах.
Используются шлицешлифовальные станки мод. 3451, 3Б451П, 3П451С, 3В451ВФ20 и др.
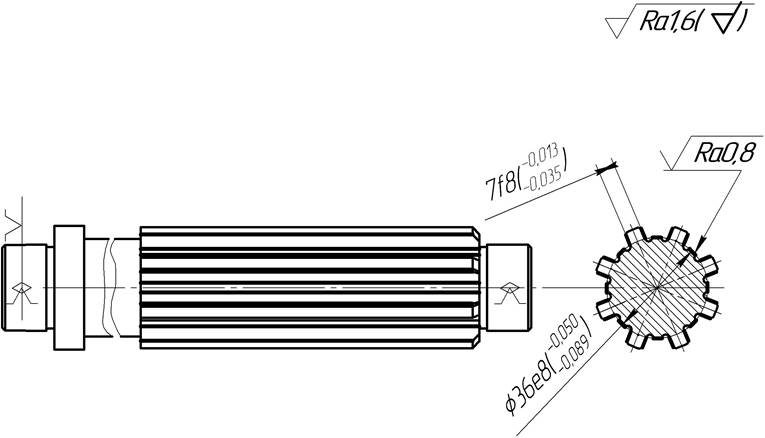
Рис. 2.10. Операционный эскиз шлицешлифовальной операции
090 Зубошлифовальная (или зубохонинговальная)
Выполняется для вал-шестерен (см. типовые маршруты обработки зубчатых колес п. 4). Заготовка базируется в центрах.
Следует обратить внимание на следующую особенность: финишные процессы зубообработки, как правило, производятся однократно до или после термической (термохимической) обработки. Например, применяют зубошевингование или зубошлифование (зубохонингование). Однако в ряде случаев рационально до закалки производить шевингование, а после ее – зубохонингование, что существенно повышает стойкость зубчатых хонов. Повышение стойкости зубчатых хонов связано со снижением уровня коробления зубьев после закалки.
Зубошлифование основной метод финишной обработки закаленных зубчатых колес выше 8-ой степени точности [5, с. 367…368; 7, с. 144…147; 8, с. 353…354; 14]. Применяются станки мод. 5Д831, 5В833, 5М841, 5А851, 5А868, 5А893С и др.
Зубохонингование целесообразно применять в серийном и массовом производстве для финишной обработки (Ra до 0,32 мкм), зубчатые венцы которых до зубохонингования не имеют значительных погрешностей (короблений), заусенцев и забоин [5, с. 368…369; 7, с.147; 8, с. 353; 12, с. 113…114]. Обеспечивается существенное повышение точности зубчатого венца, связанной с плавностью работы, что резко снижает уровень шума при эксплуатации зубчатых колес.
095 Моечная
Изделия промываются на моечной машине.
100 Контрольная
3. ВТУЛКИ
К деталям класса втулок относятся втулки, гильзы, стаканы, вкладыши, т.е. детали, имеющие наружные и внутренние поверхности вращения с общей прямолинейной осью. Наиболее распространены втулки с отношением длины к диаметру отверстия l / d ≤ 2. Втулки бывают цилиндрическими, коническими, с буртом или без бурта, разрезными с пазами и внутренними канавками, шлицевыми и другими поверхностями [4, 5, 7].
Материалами для втулок служат сталь, латунь, бронза, серый и ковкий антифрикционный чугун, специальные сплавы, металлокерамика, пластмассы, углепластики и др.
Исходными заготовками для втулок в зависимости от типа производства, массы и конфигурации детали служат прутки, трубы, литье в песчано-глинистые формы, литье центробежное или под давлением, штамповка на ГКМ, прессах и молотах, а также заготовки, получаемые методом порошковой металлургии.
Основные принципы формирования маршрутов обработки и схемы базирования
Технологические маршруты обработки втулок в зависимости от их точности и конфигурации строятся по одному из трех вариантов:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.