Шлифовать [14, с. 331…344] или хонинговать [16, c.135…137] зубья (рис. 4.11). Технологические базы - отверстие и базовый торец зубчатого венца.
Зубошлифование основной метод финишной обработки закаленных зубчатых колес выше 8-ой степени точности [5, с. 367…368; 7, с. 144…147; 8, с. 353…354; 14].
Оборудование для зубошлифования - зубошлифовальные станки (обработка обкаткой двумя тарельчатыми или червячным кругом или копированием фасонным кругом). Применяются станки мод. 5Д831, 5В833, 5М841, 5А851, 5А868, 5А893С, ВС-815Ф4 и др.
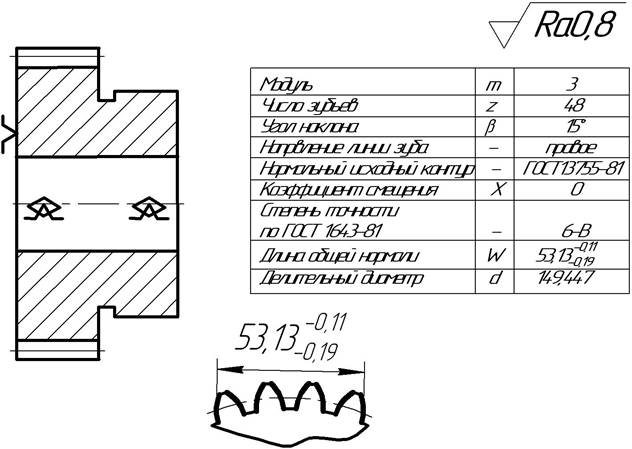
Рис. 4.11. Операционный эскиз зубошлифовальной (зубохонинговальной) операции
При малом короблении зубьев при термохимической обработке (например, при азотировании вместо цементации) операция зубошлифования может быть заменена зубохонингованием или вообще отсутствовать.
Наличие зубошлифовальной или зубохонинговальной операции определяется наличием и величиной коробления зубьев при термообработке. Двукратное зубофрезерование и шевингование зубьев до термообработки может обеспечить 6-ю степень точности. При снижении точности во время термообработки на одну степень конечная 7-я степень точности будет достигнута (табл. 4.1). Введение финишной операции зубошлифования или зубохонингования обычно необходимо только при снижении точности колеса при термообработке больше, чем на одну степень.
Следует обратить внимание на следующую особенность: финишные процессы зубообработки, как правило, производятся однократно до или после термической (термохимической) обработки. Например, применяют зубошевингование или зубошлифование (зубохонингование). Однако в ряде случаев рационально до закалки производить шевингование, а после ее – зубохонингование, что существенно повышает стойкость зубчатых хонов. В последнем случае шевингование снижает уровень коробления зубьев после закалки, что повышает стойкость зубчатых хонов.
Зубохонингование целесообразно применять в серийном и массовом производстве для финишной обработки (5…8 степень точности, Rz= 1…5 мкм), зубчатые венцы которых до зубохонингования не имеют значительных погрешностей (короблений), заусенцев и забоин [5, с. 368…369; 7, с.147; 8, с. 353; 12, с. 113…114; 17, с. 390…393]. Обеспечивается существенное повышение точности зубчатого венца, связанной с плавностью работы, что резко снижает уровень шума при эксплуатации зубчатых колес. Экономически целесообразно, используя зубохонинговальную операцию, повышать точность зубчатого колеса на одну-две степени и снижать шероховатость поверхностей зубьев до трех раз.
Используют зубохонинговальные станки мод. 5Б913, 5А915, ВСН-932 и др.
Зубохонинговальный инструмент представляет собой зубчатое колесо, рабочие поверхности зубьев которых имеют абразивные или алмазные режущие зерна, закрепленные связкой. Зубчатые хоны могут быть с наружными (рис. 4.12) или внутренними зубьями (рис. 4.13), при обработке зацепляются с обрабатываемым колесом и совместно обкатываются. Для двухпрофильного (беззазорного с радиальным нагружением) зубохонингования зубчатый хон изготавливают с использованием пластических масс, например, эпоксидных смол. В состав композиции входят абразивные материалы (шлифзерно или шлифпорошок): белый электрокорунд или карбид кремния зеленый зернистостью 6…25. Для однопрофильного зубохонингования (с окружным нагружением) применяют зубчатые хоны, имеющие стальной корпус с зубчатым венцом, на эвольвентных поверхностях которого, например гальваническим методом, зафиксирован алмазный порошок, выступающие кромки которого при обработке выполняют роль режущих элементов.
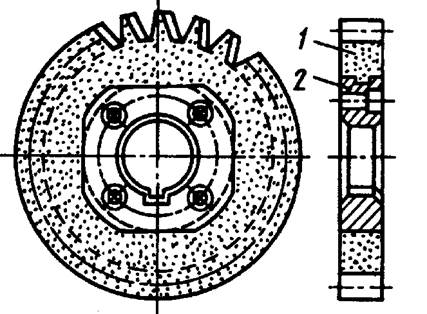
Перед хонингованием первой заготовки, а также по мере необходимости восстановления формы зубчатой поверхности абразивного хона в связи с его износом и формирования дна впадин зубьев периодически выполняют правку зубчатым колесом 1, имеющим алмазный рабочий слой (рис. 4.14). На оправке 2, несущей такой инструмент, одновременно установлен алмазный ролик 3, используемый для правки вершин зубьев хона.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.