- заготовки, полученные порошковой металлургией.
Если заготовка изготавливается методом литья, то перед механической обработкой выполняют операции обрубки и очистки литья.
Для заготовок из проката могут при необходимости использоваться правильная, бесцентровой обдирки и отрезная операции.
010 Термическая
Может выполняться нормализация, редко улучшение или отжиг.
Исходные заготовки из проката, как правило, термообрабатываются на предприятиях-изготовителях проката.
Для исходных заготовок, полученных порошковой металлургией при холодном прессовании, выполняют спекание.
Далее технологический процесс механической обработки втулок строится в зависимости от их размеров, конфигурации, типа производства и др.
015 Токарная (токарно-револьверная, токарная автоматная)
Вариант 1 Обработка всех (или большинства основных поверхностей) за один установ. Исходная заготовка – пруток или труба.
Могут применяться станки:
- одношпиндельные токарно-револьверные прутковые автоматы (например, мод. 1Е110П, 1Д112, 1Д118, 1Л116П, 1Б124, 1Е125П, 1Е140П, 1Е165П, 1Е140П, 1М32В, 1Е165П, 11Б40ПФ4 и др.);
- токарно-револьверные с вертикальной осью револьверной головки (мод. 1Е316П, 1Е316ПЦ, 1Н325, 1Е340П, 1В340Ф30, 1П365, 1Е365БП, 1П365Ф1, 1Е365ПФ30, 1П371 и др.);
- токарно-револьверные с горизонтальной осью револьверной головки (мод. 1Д316П, 1Д325П, 1Г325, 1Г340П, 1Г340, 1Г340ПЦ, 1Г340ПФЦ-01, 1Г340ПФЦ-02, 1341 и др.).
Заготовка базируется в самоцентрирующем патроне или цанге.
Подрезать правый торец, подать пруток до упора и закрепить, центровать торец под сверление, точить уступ и наружную поверхность предварительно, сверлить отверстие и снять фаску, точить коническую поверхность, точить наружную поверхность с припуском под шлифование, точить угловую канавку, развернуть отверстие предварительно и окончательно, отрезать заготовку (рис. 3.1).
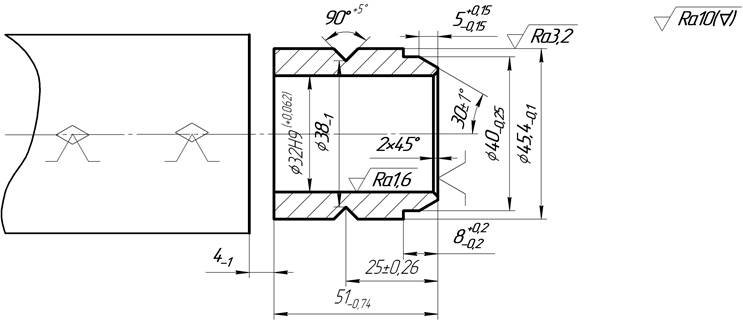
Рис. 3.1. Операционный эскиз токарной операции (исходная заготовка – пруток)
Вариант 2 Обработка большинства основных поверхностей за два установа (или две операции). Штучная исходная заготовка
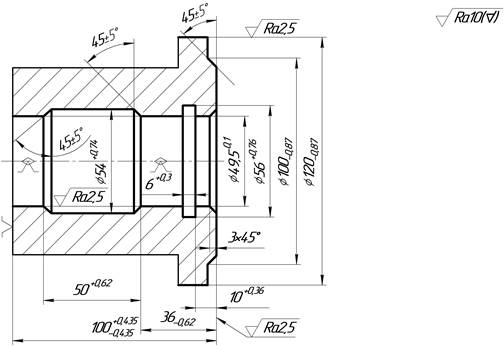
Рис. 3.2. Операционный эскиз токарно-револьверной операции
В зависимости от типа производства выполняется за два установа в одной операции (в единичном и мелкосерийном) или за две операции (в серийном и массовом производствах).
Точить на токарно-револьверном станке или станке с ЧПУ правый торец окончательно, точить буртик, расточить двукратно отверстие с припуском под шлифование, расточить канавку и выточку, точить фаску (рис. 3.2). Базирование заготовки выполняется в трехкулачковом самоцентрирующем патроне с упором в левый торец.
020 Токарная (токарно-револьверная, токарная с ЧПУ, токарно-винторезная)
Точить на токарно-револьверном станке или на станке с ЧПУ торцовые поверхности двукратно с припуском под шлифование, точить наружную поверхность двукратно с припуском под шлифование, точить канавку и фаски. Базирование заготовки выполняется на разжимной оправке с упором в левый торец (рис. 3.3).
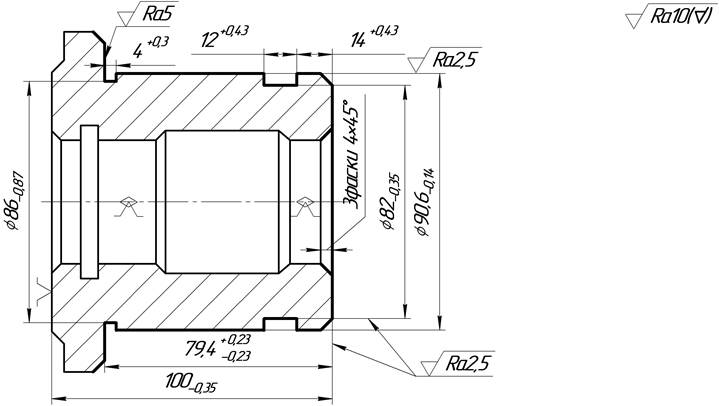
Рис. 3.3. Операционный эскиз токарно-револьверной операции
Эта операция, как правило, не выполняется, если используется исходная заготовка в виде прутка (вариант 1). Но может быть произведена при необходимости подрезания левого торца и снятия фасок, а также формирования других поверхностей. В качестве базовой поверхности предпочтительно использовать наружную поверхность втулки, что предполагает использование трехкулачкового патрона. При небольшом числе переходов рационально применять универсальное оборудование, например, токарно-винторезный станок.
025 Строгальная (долбежная, протяжная)
Строгать, долбить или протянуть канавку в центральном отверстии, например смазочную, шпоночную. Подобная операция выполняется также, если отверстие шлицевое или имеет фасонный профиль.
030 Сверлильная
Сверлить, зенкеровать, нарезать резьбу на вертикально- или радиально-сверлильном станке, сверлильном станке с ЧПУ, агрегатном станке. При обработке на вертикально- и особенно на радиально-сверлильных станках используют накладной или скальчатый кондукторы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.