При большом числе разнообразных отверстий появляется необходимость в нескольких сверлильных операциях.
Используют вертикально-сверлильные станки моделей: 2Н118, 2С120К, 2С125, 2Н125, 2С132, 2С135, 2Н135, 2Т140, 2С150, 2Н150, 2С163БМ, 2С170, МН25Н-01, КА-32, ZB-25, ZB-32 и др.
Радиально-сверлильные станки обычно применяются с кондукторами (в единичном и мелкосерийном производстве иногда с использованием разметки). Наиболее распространены следующие модели радиально-сверлильных станков: 2Е52, 2К522, 2К52-2, 2Н53, 2А532, 2Н55, 2К550, 2С550А, 2Н57, 2Н58, ГС520, ГС544, ГС545, ГС554, SRB50, Z3032ХZ, JRD1600R и др.
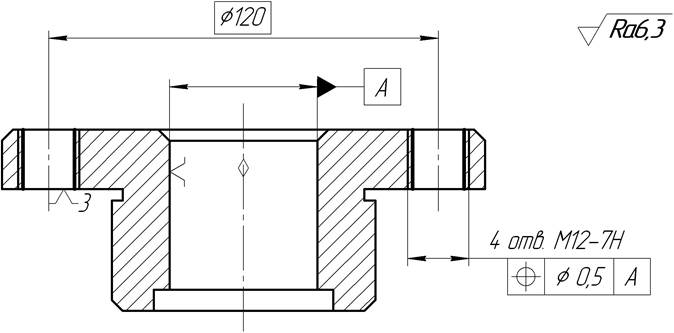
Рис. 3.4. Операционный эскиз сверлильной операции
035 Фрезерная
Фрезеровать пазы, лыски, уступы, скосы и др. поверхности.
Если втулка имеет несколько подобных поверхностей, то и фрезерных операций потребуется несколько.
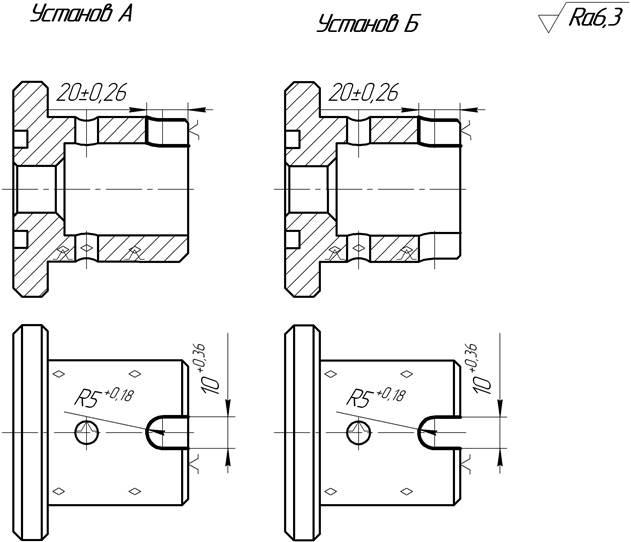
Рис. 3.5. Операционный эскиз вертикально-фрезерной операции
Применяют вертикально-фрезерные станки моделей: 6Н80Г, 6Н10, 6Д10, 6Н11, 6К11, 6М12П, 6К12, 6Т12, 6М13П, 6Р13, 6Т13, 6М13У, 6Р13Ф3, ВМ-133-30, ГФ3200, ГФ2171 и др., а также горизонтально-фрезерные моделей: 6Т80, 6Н81Г, 6К81Г, 6Р81, 6М82Г, 6К82Г, 6Р82, 6Т82Г, 6Н83Г, 6Т83Г, ВЗ-371, Орша-Ф32Г, VF 250, XL 6036A, XTQ 6130 и др.
Использование в мелко- и среднесерийном производстве токарных обрабатывающих центров для токарных операций 015 и 020 предполагает концентрацию на них практически всех сверлильных, фрезерных и других технологических переходов обработки лезвийным инструментом. Тогда соответствующие операции (например, 030, 035) естественно исключаются.
040 Термохимическая (или термическая)
Цементация или азотирование. Объёмная или местная закалка (согласно ТУ и чертежу детали).
045 Внутришлифовальная
Шлифовать цилиндрическое или коническое отверстие с базированием в патроне по наружному диаметру. В случае необходимости выполняется второй технологический переход – шлифование торца втулки, что обеспечивает высокую точность взаимного расположения обрабатываемых поверхностей за один установ (рис. 3.6).
При допуске соосности наружной (базовой) и внутренней шлифуемой поверхностей большем 0,05 мм, как правило, используется трехкулачковый самоцентрирующий патрон. Если допуск соосности, равен 0,01…0,05 мм, то кулачки патрона расшлифовывают перед началом выполнения операции. Могут быть использованы и другие виды патронов: мембранные, магнитные.
Применяются станки:
- универсальные моделей 3М225ВМ, 3М225АМ, 3М227ВМ, 3К227ВМ, 3К227, 3М228ВМ, 3М228АМ;
- внутришлифовальные моделей 3211А, 3221А, 3231А, 3241А, 3212А, 3222А, 3212АФ20, 3222АФ20, 3232АФ20, 3242АФ20;
- полуавтоматы внутришлифовальные универсальные с ЧПУ моделей 3М225ВФ2S, 3М225АФ2S, ЗМ227ВФ2S, 3М227АФ2S и др.
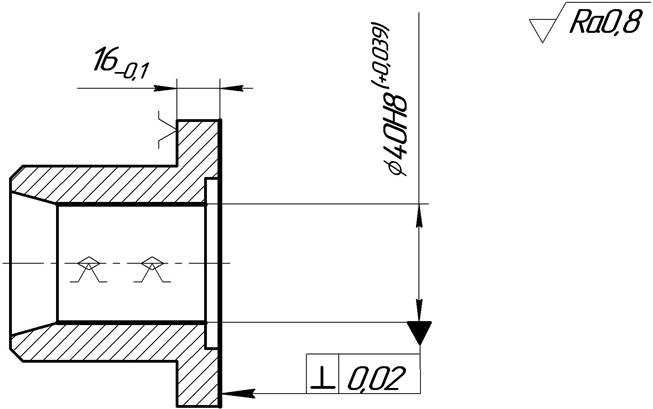
Рис. 3.6. Операционный эскиз внутришлифовальной операции
050 Плоскошлифовальная
Операция выполняется, если требуется обеспечить высокую точность параллельности торцов. Шлифуют второй торец с базированием по ранее обработанному (рис. 3.7).
Для базирования и закрепления ферромагнитных заготовок широко применяют прямоугольные или круглые электромагнитные плиты.
Для плоского шлифования могут быть использованы станки, работающие как периферией, так и торцом круга [14]:
- с горизонтальным шпинделем и прямоугольным столом моделей 3Е710В-1, ЗД711АФ10, 3Д711АФ11, 3Е711ВФ3-1, 3Е721ВФ3-1, 3Л722В, 3Д724, 3Л725АФ10;
- с горизонтальным шпинделем и круглым столом моделей 3Д740ВФ2, 3П741ДВ, 3Л741ВФ10;
- с вертикальным шпинделем и прямоугольным столом моделей 3Д732, 3Д733;
- с вертикальным шпинделем и круглым столом моделей 3Е756Ф2, 3Е772-2 и др.
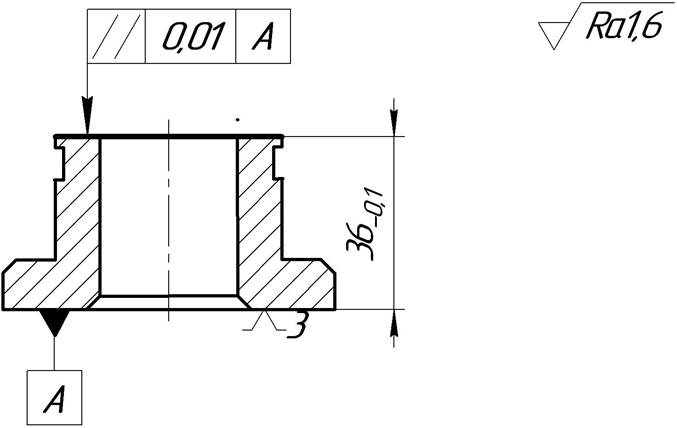
Рис. 3.7. Операционный эскиз плоскошлифовальной операции
055 Круглошлифовальная (торцекруглошлифовальная)
Шлифовать цилиндрические или конические поверхности с базированием по левому торцу и отверстию на жесткой или разжимной оправке. Если предъявляются высокие требования к точности взаимного расположения (малые допуски перпендикулярности, параллельности, биения) указанных поверхностей относительно торцов, то их шлифуют на подобной операции за один установ одновременно или последовательно.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.