|
|
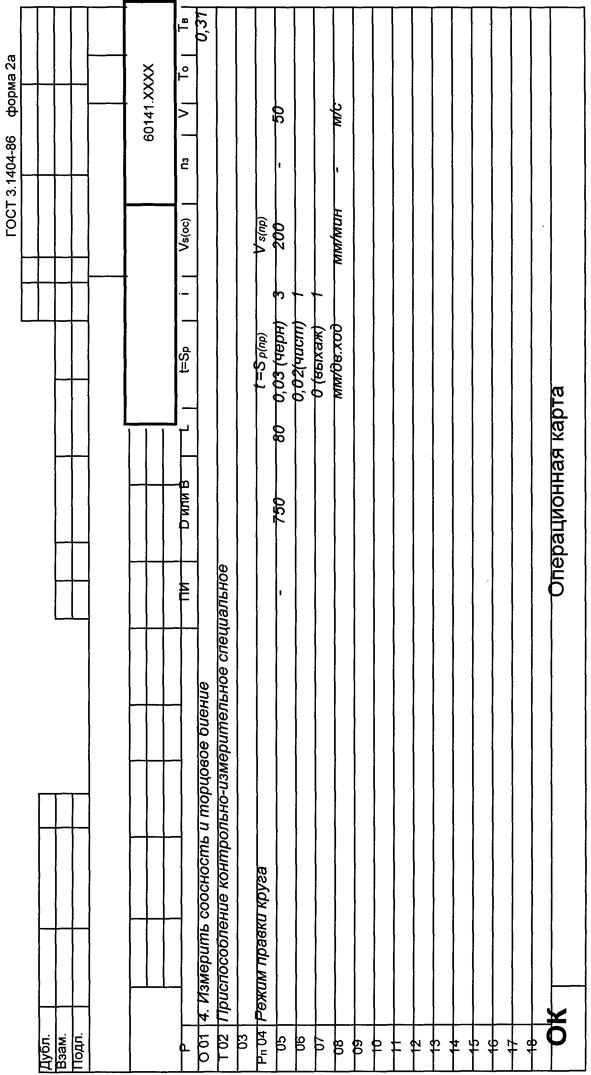
Рис. 8.3. Операционная карта торцекруглошлифовальной операции (окончание) |
- на дополнительные приемы (смена шлифовального круга, настройка индикаторной скобы, правка по цилиндрической и торцовой поверхностям шлифовального круга после его смены (радиус галтели не правится) 7,0 + 6,0 + 10,0 + 1,0 + 1,5 = 25,5 мин;
- на получение исполнителем инструмента и приспособлений до начала и сдача их после окончания работы 7,0 мин.
Подготовительно-заключительное время составляет
![]() мин.
мин.
Вычислим штучно-калькуляционное время:
![]() мин.
мин.
Для правки шлифовального круга выберем алмазный карандаш типа 02 (С) (табл. 5.1).
Для назначения режимов правки воспользуемся табл. 5.3.
Примем скорость осевой подачи при правке ![]() м/мин,
радиальную подачу при черновых ходах
м/мин,
радиальную подачу при черновых ходах ![]() мм/дв. ход; при
чистовых ходах –
мм/дв. ход; при
чистовых ходах – ![]() мм/дв. ход. Черновую правку
выполним за 3 хода, чистовую – за 1 ход, выхаживание – 1 ход.
мм/дв. ход. Черновую правку
выполним за 3 хода, чистовую – за 1 ход, выхаживание – 1 ход.
Из табл. 6.1, 6.2 выберем СОЖ. Для скоростного шлифования легированной стали (табл. 6.2) назначим 10%-й раствор Аквол-2.
При оформлении операционной карты и карты эскизов рекомендуется воспользоваться методическими указаниями [22].
На рис. 8.2 и 8.3 представлена операционная карта для разработанной операции круглого наружного врезного шлифования.
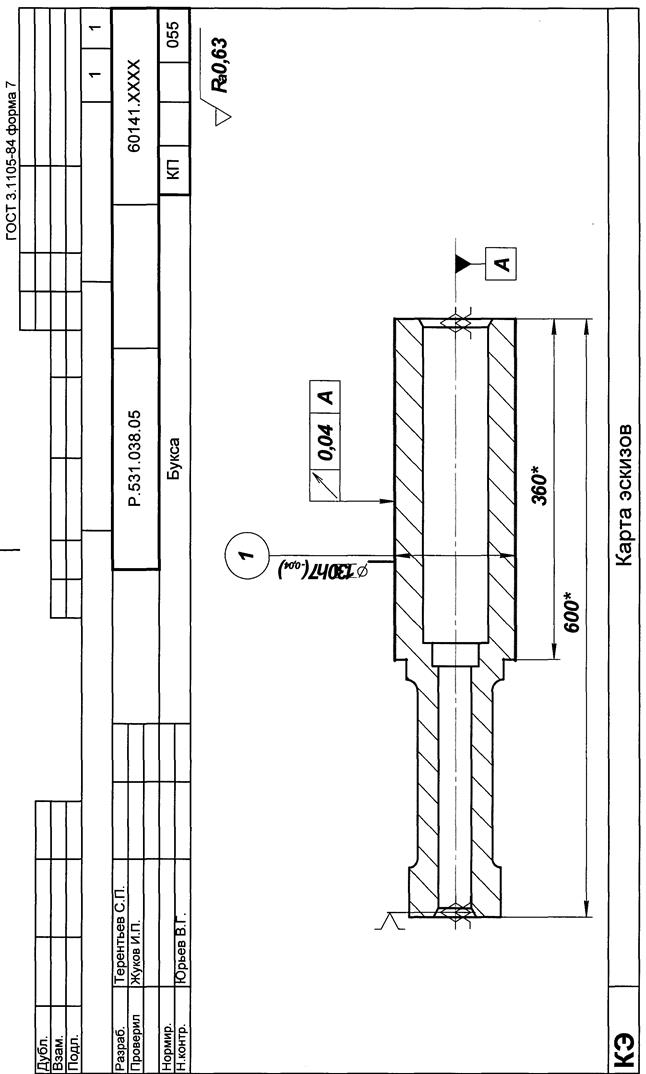
Пример 2. Согласно карте эскизов (рис. 8.4) шлифуется цилиндрическая поверхность Ø130h7(-0,04) длиной 360 мм. Для обработки воспользуемся схемой шлифования с осевым движением подачи в центрах (см. рис. 4.3). Значительная длина обрабатываемой поверхности не позволяет воспользоваться врезным шлифованием. Заготовка приводится во вращение поводковым патроном станка посредством хомутика (см. приложение). Материал заготовки – сталь 25Х2М1Ф (НВ 229…269), масса – 38кг, количество заготовок в партии – 12 шт.
Из табл. 4.6 выберем станок 3М161Е, который
обеспечивает шлифование со скоростью резания ![]() м/с.
Соответственно станку выберем типоразмер круга 1 750х100х305 (табл. 2.2). По
табл. 3.6 предварительно установим характеристику круга: 25А 25 С2…СТ1 5 К. Учитывая
особенность шлифования с осевой подачей, использовать круги несколько меньшей
твердости, чем для врезного шлифования, окончательно примем:
м/с.
Соответственно станку выберем типоразмер круга 1 750х100х305 (табл. 2.2). По
табл. 3.6 предварительно установим характеристику круга: 25А 25 С2…СТ1 5 К. Учитывая
особенность шлифования с осевой подачей, использовать круги несколько меньшей
твердости, чем для врезного шлифования, окончательно примем:
25А 25 С2 5 К.
Назначение режимов шлифования. Частоту вращения заготовки определим по формуле (4.1):
![]() мин-1.
мин-1.
|
|
Рис. 8.4. Карта эскизов круглошлифовальной операции |
Из табл. 4.12 предварительно выберем значение
радиальной подачи ![]() мм/ход, а из табл. 4.1 назначим
величину припуска на шлифование
мм/ход, а из табл. 4.1 назначим
величину припуска на шлифование ![]() мм.
мм.
Вычислим скорость осевой подачи по формуле (4.10):
![]()
![]() мм/мин
мм/мин![]() м/мин, где
м/мин, где
![]() (табл. 4.5);
(табл. 4.5); ![]() (см.
п. 4.2).
(см.
п. 4.2).
Предварительно выбранное значение радиальной подачи ![]() скорректируем по формуле (4.11):
скорректируем по формуле (4.11):
![]()
![]() мм/ход, где
мм/ход, где
![]() (табл. 4.2);
(табл. 4.2); ![]() (табл.
4.3);
(табл.
4.3); ![]() (табл. 4.4), считая, что измерения размера
шлифуемой поверхности выполняется накидной скобой;
(табл. 4.4), считая, что измерения размера
шлифуемой поверхности выполняется накидной скобой; ![]() (табл.
4.5);
(табл.
4.5); ![]() (табл. 4.6);
(табл. 4.6); ![]() (табл.
4.7).
(табл.
4.7).
Величина радиальной подачи при шлифовании в
установившемся режиме численно равна глубине резания ![]() .
Для заполнения операционной карты необходимо знать число рабочих ходов в осевом
направлении, которые определим по формуле:
.
Для заполнения операционной карты необходимо знать число рабочих ходов в осевом
направлении, которые определим по формуле:
![]() ходов (без учета выхаживания).
ходов (без учета выхаживания).
Мощность резания вычислим по формуле (4.12):
![]()
![]() кВт.
кВт.
Коэффициенты
![]() и
и ![]() принимаются
по табл. 4.8 и 4.9.
принимаются
по табл. 4.8 и 4.9.
Мощность привода главного движения станка 3М161Е
составляет 18,5 кВт (табл. 4.6), что с учетом КПД, равного ![]() , больше мощности, расходуемой на резание:
18,5 · 0,9 = 16,65 кВт > 12,1 = N.
, больше мощности, расходуемой на резание:
18,5 · 0,9 = 16,65 кВт > 12,1 = N.
Проверка на отсутствие прижогов не проводим, так как
стальная заготовка имеет низкую твердость (HRCЭ![]() 30).
30).
Чтобы определить основное время необходимо найти длину
рабочего хода (рис. 4.30). Воспользуемся выражением (4.14), считая, что перебег
шлифовального круга за пределы длины шлифуемой поверхности заготовки ![]() :
:
![]() мм.
мм.
Основное время для круглого наружного шлифования с осевым движением подачи вычислим по формуле (4.13):
![]()
![]() мин.
мин.
Вспомогательное время:
- время на установку и снятие заготовки (используем тельфер, устанавливаем в центрах, закрепляем и снимаем хомутик) (табл. 7.1, п. 37) – 2,4 мин;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.