Для круглого наружного предварительного и окончательного шлифования титановых, жаропрочных и цветных сплавов, резины и полимеров получают распространение высокопористые шлифовальные круги (табл. 4.16)
Таблица 4.16
Характеристики высокопористых шлифовальных кругов для
круглого наружного шлифования
|
Обрабатываемый материал |
Предварительное |
Окончательное |
|
Титановые сплавы |
64С 40 СМ1…С1 10…12 К КФ40 |
64С 12…25 СМ2…С1 10…12 К КФ25 |
|
Жаропрочные сплавы |
25А 40 СМ2…С1 10…13 К КФ40 |
25А 12…16 СМ2…С1 10…13 К КФ16 |
|
Цветные сплавы |
64С 40 М3…СМ1 10…12 К КФ40 |
64С 16…25 М3…СМ1 10…12 К КФ25 |
|
Полимеры Резина |
64С 25…40 М3…СМ1 11…13 К КФ40 |
64С 16 М3…СМ1 11…13 К КФ25 |
5. Рекомендации по правке шлифовальных кругов
В практике машиностроительного производства используют многие способы правки шлифовальных кругов [12]. Наиболее распространенным из них является правка точением. Правка точениемзаключается в срезании абразивных зерен и связки шлифовального круга режущими кромками правящего инструмента (рис. 5.1). При правке фактически обтачивается рабочая поверхность шлифовального круга. Роль резцов обычно выполняют кристаллы алмазов, обладающие наибольшей износостойкостью.
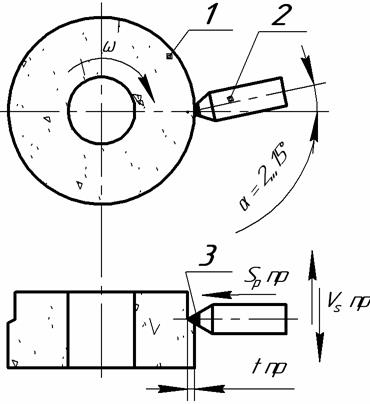
Рис. 5.1. Схема правки точением: 1 – шлифовальный круг; 2 – правящий
инструмент; 3 – режущая кромка, например, кристалл алмаза;
![]() – скорость осевой
подачи при правке;
– скорость осевой
подачи при правке; ![]() – радиальная подача;
– радиальная подача;
![]() – глубина резания при
правке
– глубина резания при
правке
Простота и надежность правки точением предопределяет ее широкое распространение. В первую очередь, это касается шлифования для обеспечения точности 6…7-го квалитетов и выше, шероховатости обработанной поверхности Rа ≤ 0,32 мкм.
Правка выполняется на рабочей скорости шлифовального круга алмазно-металлическими карандашами; алмазными зернами (с естественными гранями), закрепленными в оправах; алмазными инструментами, режущая часть которых подвергнута огранке (шлифованию) для образования определенной геометрической формы (резцы, иглы, гребенки).
Наиболее широко распространены алмазно-металлические карандаши (табл. 5.1), в которых в определенном порядке размещены кристаллы алмазов, надежно зафиксированные специальным сплавом. Такой сплав и алмаз имеют примерно одинаковые коэффициенты теплового расширения, что при значительных колебаниях температуры в процессе правки не вызывает значительных внутренних напряжений. Преимущества алмазных карандашей: простота конструкции; жесткость; возможность изменения размеров, количества и расположения алмазов; достаточно равномерное распределение рабочей нагрузки между отдельными алмазными зернами; небольшое время установки и снятия; высокая производительность правки; низкая стоимость.
Таблица 5.1
Основные типы алмазных карандашей (ГОСТ 607-80Е*)
и область их применения
|
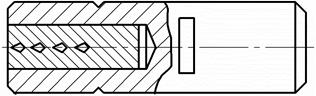
Расположение алмазов. Эскиз |
Тип |
Область применения |
|
Цепочкой вдоль оси карандаша
|
01 (Ц) |
Правка фасонного профиля по копиру. Внутреннее шлифование. Все виды шлифования кругами зернистостью 25 и крупнее (если отсутствуют карандаши типа 02) |
|
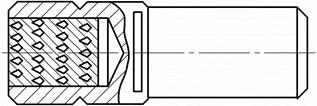
Слоями
|
02 (С) |
Все виды шлифования, кроме фасонной правки профиля по копиру, и резьбошлифования. Наиболее эффективны при правке крупногабаритных кругов. Алмазы могут быть расположены с перекрытием слоев, чтобы по мере изнашивания одного слоя вступали в работу алмазы следующего слоя |
Окончание табл. 5.1
|
Расположение алмазов. Эскиз |
Тип |
Область применения |
|
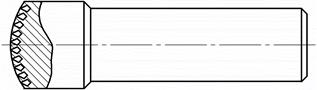
В один слой по сферической поверхности
|
03 (ЦФ) |
Фасонное шлифование |
|
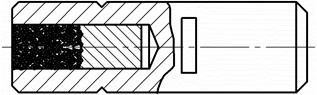
Неориентированные
|
04 (Н) |
Резьбошлифование однониточными кругами зернистостью 16 и менее. Прецизионное шлифование мелкозернистыми кругами с высокими требованиями к шероховатости поверхности. Правка тонких кругов на вулканитовой связке, фасонных кругов с острым профилем, кругов для заточки пил |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.