Карандаши типа 01 с расположением алмазов вдоль оси инструмента (цепочкой) имеют такое же назначение, как и карандаши с одним алмазом. В карандашах типа 02 алмазы могут быть расположены слоями с перекрытием, чтобы по мере изнашивания одного слоя алмазов вступили в работу алмазы последующего слоя. Этот инструмент наиболее эффективен при правке крупногабаритных кругов. В карандашах типа 03 алмазы расположены по сферической поверхности в один слой, при этом их вершины выступают равновысотно над уровнем связки, благодаря чему достигается более открытая структура рабочей поверхности круга с повышенной режущей способностью. Карандаши типа 04, изготовляемые из мелких алмазных порошков, способны при правке формировать острые кромки круга, обладающие достаточно высокой режущей способностью.
В процессе правки алмазно-металлические карандаши изнашиваются, на рабочих поверхностях алмазов образуются площадки износа. Если карандаши устанавливаются под углом в сторону вращения круга и развернуты в направлении движения подачи при правке, то периодический поворот правящего инструмента вокруг оси вводит в работу незатупившиеся грани алмаза. Это способствует улучшению работы правящего инструмента, снижению его износа, предохраняет алмаз от перегрузок и разрушения, исключает вибрации при правке.
Алмазные карандаши типов 01 и 03 и
кристальные алмазные инструменты устанавливаются под углом ![]() к радиусу круга в точке взаимодействия
инструмента в сторону вращения круга (см. рис. 5.1), алмазные карандаши типа 02
— под углом 2°...5°, карандаши типа 04 – без наклона.
к радиусу круга в точке взаимодействия
инструмента в сторону вращения круга (см. рис. 5.1), алмазные карандаши типа 02
— под углом 2°...5°, карандаши типа 04 – без наклона.
Кристальные алмазные правящие инструменты разделяются на инструменты из алмазов естественной формы и обработанных (ограненных) алмазов (табл. 5.2). Алмазный однокристальный инструмент с зернами естественной формы имеет более острые режущие кромки, которые ориентированы при установке алмаза в оправе. В связи с этим инструмент работает с меньшими усилиями, что весьма важно при правке кругов на вулканитовой связке, резьбошлифовании (однониточным кругом), шлице- и зубошлифовании, а также в других случаях, где необходимо получить острые тонкие режущие кромки или уменьшить упругие деформации вулканитового круга при правке. Для рационального использования алмазов при достижении площадки износа 1...2 мм2 алмазное зерно переустанавливают острой вершиной вверх.
Таблица 5.2
Основные типы алмазного кристального инструмента
и области их применения
|
Тип инструмента |
Эскиз |
Область применения |
|
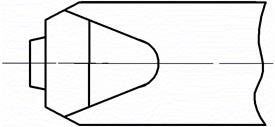
Алмаз естественной формы в оправе |
|
Фасонная правка по копиру. Правка кругов с острыми кромками, резьбошлифование, шлицешлифование, зубошлифование. Правка кругов на вулканитовой связке. Правка набора кругов разного диаметра |
|
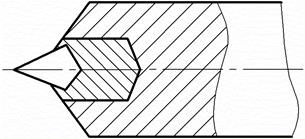
Алмазный резец |
|
Правка по копиру периферии и торца круга или сложного профиля при совмещенном шлифовании нескольких торцовых или цилиндрических поверхностей |
|
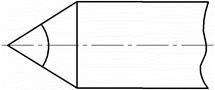
Алмазная игла |
|
Правка однониточных и многониточных резьбошлифовальных кругов |
|
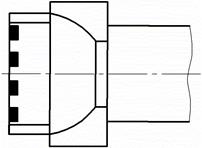
Алмазная гребенка |
|
Правка по копиру периферии и радиусных галтелей круга. Прорезка кольцевых канавок в круге. Многокруговое шлифование |
Алмаз естественной формы в оправе представляет собой стальную державку, в которой закреплен необработанный алмаз с острой вершиной. Для закрепления алмазов применяют: механический зажим (резьбовым колпачком, пружиной, двумя планками), пайку различными припоями, зачеканку в медные или стальные оправки с медными или свинцовыми вставками. Алмаз должен быть расположен в оправке так, чтобы плоскости сколов кристалла не совпадали с направлением сил, действующих на алмаз при правке. Закрепленный алмаз не должен выступать из оправки более чем на 1/4 своей высоты.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.