где
![]() – перебег шлифовального круга за пределы
шлифуемой поверхности заготовки (
– перебег шлифовального круга за пределы
шлифуемой поверхности заготовки (![]() ).
).
Чистовое и получистовое шлифование с осевой подачей инструментальных, быстрорежущих и легированных конструкционных сталей, а также жаропрочных сплавов экономически целесообразно выполнять кругами из кубического нитрида бора (эльбора). При выборе зернистости такого инструмента рекомендуется руководствоваться табл. 4.13.
Таблица 4.13
Выбор зернистости кругов из эльбора для круглого
наружного шлифования
Зернистость |
Параметр шероховатости шлифованной поверхности |
|
|
Связка керамическая |
Связка органическая |
|
|
125/100…200/160 |
0,32…1,25 |
0,16…0,63 |
|
50/40…100/80 |
0,16…0,63 |
0,08…0,32 |
|
10/7…40/28 |
- |
0,02…0,08 |
При использовании
кругов на органической связке зернистостью 28/20…125/100 концентрацией 100%
шлифование производится на режимах: скорость шлифования ![]() м/с;
скорость касательного движения подачи
м/с;
скорость касательного движения подачи ![]() м/мин;
скорость осевого движения подачи
м/мин;
скорость осевого движения подачи ![]() м/мин; радиальная
подача
м/мин; радиальная
подача ![]() мм/дв·ход. Величина снимаемого припуска
мм/дв·ход. Величина снимаемого припуска ![]() мм.
мм.
Применение кругов
из эльбора на керамической связке позволяет достичь более высокой производительности
и снизить расход инструмента. Для шлифования такими кругами зернистостью
80/63…200/160 100...150%-й концентрацией используются режимы: скорость шлифования
![]() м/с; скорость касательного движения подачи
м/с; скорость касательного движения подачи
![]() м/мин; скорость осевого движения подачи
м/мин; скорость осевого движения подачи
![]() м/мин; радиальная подача
м/мин; радиальная подача ![]() мм/дв·ход. Величина снимаемого припуска
мм/дв·ход. Величина снимаемого припуска ![]() мм.
мм.
Шлифование нержавеющих сталей рекомендуется выполнять
высокопористыми кругами АЭРОБОР зернистостью 125/100…200/160 твердостью С2…СТ1
100% на режимах: скорость шлифования ![]() м/с, скорость
касательного движения подачи
м/с, скорость
касательного движения подачи ![]() м/мин, осевая подача
м/мин, осевая подача ![]() , мм/об.заг., радиальная подача
, мм/об.заг., радиальная подача ![]() мм/дв· ход (сталь
1Х18Н9Т),
мм/дв· ход (сталь
1Х18Н9Т), ![]() мм/дв·ход (сталь 3Х13, HRCЭ=52…54) [7].
мм/дв·ход (сталь 3Х13, HRCЭ=52…54) [7].
Тонкое шлифование калибрующей части разверток из
закаленной быстрорежущей стали (Р6М5, Р18) кругами ЛКВ40 14/10…50/40 100% на
органической связке с использованием режимов: ![]() м/с,
м/с, ![]() м/мин,
м/мин, ![]() м/мин,
м/мин,
![]() мм/дв·ход,
мм/дв·ход, ![]() мм
обеспечивает шероховатость шлифованной поверхности
мм
обеспечивает шероховатость шлифованной поверхности ![]() мкм,
повышает точность формы и размеров.
мкм,
повышает точность формы и размеров.
Для шлифования изделий из титановых сплавов ВТ22,
ВТ23 используют высокопористые круги характеристик 63С 25…40 СМ1…СМ2 К10
КФ40. Шлифование выполняется на режимах: ![]() м/с,
м/с, ![]() м/мин,
м/мин, ![]() м/мин,
м/мин,
![]() мм/ход, СОЖ – Аквол-6.
мм/ход, СОЖ – Аквол-6.
4.3. Бесцентровое врезное шлифование
Схема бесцентрового врезного шлифования представлена на рис. 4.4.
Режимы круглого наружного бесцентрового шлифования рассмотрены для случая использования ведущего круга из электрокорунда зернистостью 12...16 на вулканитовой связке твердостью СТ...Т.
Частоту вращения ведущего круга можно найти по эмпирической зависимости [18], мин-1:
![]() . (4.14)
. (4.14)
Частота вращения заготовки будет равна, мин-1:
![]() , (4.15)
, (4.15)
где
![]() – диаметр ведущего круга, мм.
– диаметр ведущего круга, мм.
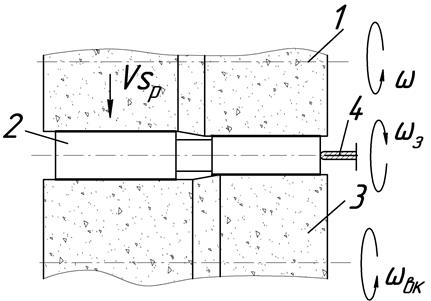
Рис.4.4. Схема бесцентрового круглого наружного врезного шлифования
ступенчатой заготовки: 1 – шлифовальный круг; 2 – заготовка; 3 – ведущий
круг; 4 – упор; ![]() ,
, ![]() ,
, ![]() –
угловые скорости шлифовального круга,
–
угловые скорости шлифовального круга,
заготовки и ведущего круга; ![]() –
скорость радиальной подачи
–
скорость радиальной подачи
Для шлифования закаленной стали (30<HRCЭ≤50) частота вращения заготовки может быть уменьшена умножением на коэффициент 0,8...0,9, а для шлифования незакаленных сталей, чугуна и бронзы – на коэффициент 0,6...0,7.
Скорость радиального движения подачи ![]() находится по формуле (4.2), принимая во внимание
следующее. Поправочный коэффициент
находится по формуле (4.2), принимая во внимание
следующее. Поправочный коэффициент ![]() считается равным 1,4,
коэффициент
считается равным 1,4,
коэффициент ![]() (табл. 4.5) принимается для строчки,
соответствующей
(табл. 4.5) принимается для строчки,
соответствующей ![]() , а поправочный коэффициент
, а поправочный коэффициент ![]() считается равным 1,0 для всех
бесцентрово-шлифовальных станков. Рекомендуемые значения припусков для
бесцентрового шлифования даны в табл. 4.14.
считается равным 1,0 для всех
бесцентрово-шлифовальных станков. Рекомендуемые значения припусков для
бесцентрового шлифования даны в табл. 4.14.
Таблица 4.14
Припуски на круглое наружное бесцентровое шлифование 2П, мм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.