Основное время может быть машинным, машинно-ручным и ручным.
При работе на металлорежущих станках основное машинное время для каждого технологического перехода определяют по формуле: tQ =li/vs , где l – расчетная длина обрабатываемой поверхности (расчетная длина хода инструмента или заготовки в направлении подачи, мм); i - число рабочих ходов; vs - скорость движения подачи, мм/мин.
Скорость движения подачи определяется как произведение частоты вращения шпинделя на один оборот подачи инструмента. Указанные величины определяют по нормативам или расчетным путем.
В общем случае расчетная длина обрабатываемой поверхности
![]()
где lобр - длина обрабатываемой поверхности в направлении подачи мм; 1вр -длина врезания инструмента, мм; lп - длина подвода инструмента к заготовке, мм; lсх- длина перебега (схода) инструмента, мм; 1стр - общая длина рабочих ходов при взятии пробных стружек, мм (если это предусматривается).
Длину lобр берут из чертежа обрабатываемой заготовки; все остальные входящие в формулу расчётной длины (1вр, 1п, 1стр, 1сх) определяют по нормативам.
Значение 1вр можно
определить расчетным путем. Например, при точении![]()
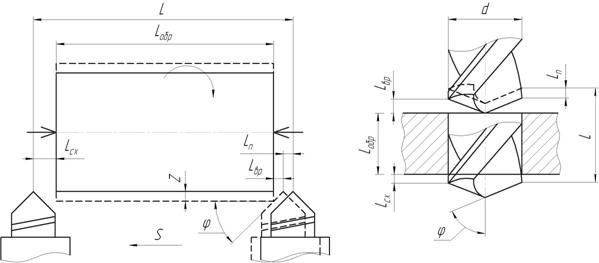
Рис 7.1 Схема для определения расчётной длины обработки
Формула для определения нормы времени является общей для станочных работ всех видов. Однако в зависимости от типа станка и конкретного вида работы могут быть свои особенности.
Вспомогательное время - часть штучного времени, затрачиваемая на выполнение приемов, необходимых для обеспечения изменения и последующее определение состояния предмета труда.
Нормирование вспомогательного времени производят с помощью нормативов времени с различной степенью их укрупнения.
Вспомогательное время может быть перекрываемым и не перекрываемым.
Перекрываемое время - время выполнения рабочим тех приемов, которые осуществляются в период автоматической работы оборудования. Это время в норму штучного времени не включают.
Неперекрываемое время - норма времени выполнения рабочим приемов при остановленном оборудовании и времени, затрачиваемого на машинно-ручные приемы.
Вспомогательное время составляет до 20...35% штучного времени.
Время обслуживания рабочего места - часть штучного времени, затрачиваемая исполнителем на поддержание средств технологического оснащения в работоспособном состоянии и уход за ними и рабочим местом. Обслуживание рабочего места подразделяют на организационное и техническое.
Время на техническое обслуживание предусматривает выполнение работ за
смену затупившегося инструмента, на регулировку и подналадку станка.
Время на организационное обслуживание состоит из затрат времени на уход за рабочим местом, опробование и осмотр оборудования, получение инструмента в течение смены, чистку и смазывание оборудования в течение смены, уборку рабочего места.
Время организационного обслуживания устанавливают по нормативам времени в процентах от оперативного времени (до 4...8%).
В массовом и крупносерийном производстве время технического и организационного обслуживания нормируют раздельно.
Время на личные потребности - часть штучного времени, затрачиваемая работающим на личные потребности и при утомительных работах на дополнительный отдых. Это время определяют в процентах от оперативного времени. Для механических цехов оно примерно составляет 2,5 % от оперативного времени.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.