Молибден может присутствовать в количестве 0,5—1,0%. Это вызвано возрастающим применением и переплавом вольфрамо-молибденовых сталей и использованием ферровольфрама, содержащего молибден. Допустимо, по мнению автора, и несколько большее содержание молибдена: до 1,5% при соответствующем снижении вольфрама в соотношении Mo : W = 1 : 1,4-1,5.
Молибден (~1%) улучшает вязкость (на 15—20%) и прочность (на 5—8%) в случае сохранения количества вольфрама неизменным, а также и при уменьшении его содержания в указанных здесь количествах.
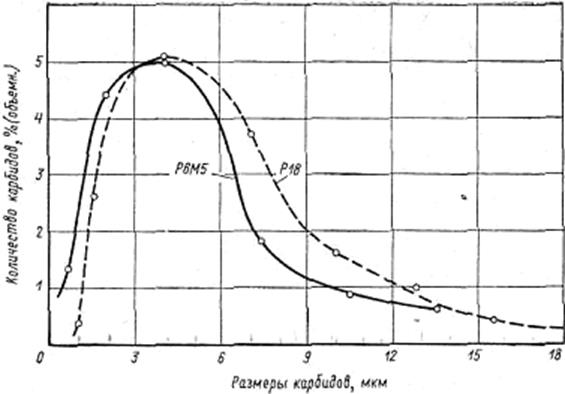
Снижение содержания вольфрама при введении 1% Мо способствует уменьшению и размеров избыточных карбидов. В этих небольших концентрациях молибден не усиливает чувствительности к обезуглероживанию.
Теплостойкость стали остается неизменной или даже немного возрастает, если молибден вводится без снижения вольфрама. Она не изменяется также, если содержание вольфрама уменьшают в соотношении Mo : W = 1 : (1,4—1,5). Однако при замене вольфрама в соотношении Mo : W= 1 : 2 теплостойкость немного снижается: на 3—5 град.
Температуры закалки, при которых сохраняется мелкое зерно, определяются и в присутствии молибдена главным образом содержанием вольфрама. Поэтому при уменьшении концентрации вольфрама до 15,8% в стали Р18 и до 10,5% в стали Р12 (т. е. при предельно допустимом по соотношению Mo : W = 1 : 2) требуется понижение температур закалки на 15—20 град. Это затрудняет в заводских условиях выполнение закалки при одновременной обработке инструментов из сталей одной марки, но разных плавок. В то же время температуры закалки и свойства мало изменяются при замене вольфрама в указанном уже соотношении Mo : W= 1 : (1,4 - 1,5).
Влияние молибдена и вольфрама, являющихся химическими аналогами, на превращения и на многие свойства быстрорежущей стали почти одинаково. В сталях с молибденом они протекают лишь при более низких температурах.
Количество карбидной фазы в вольфрамовых и молибденовых сталях примерно одинаково. В процентах (по массе) оно меньше в сталях с молибденом (из-за его меньшей плотности) и составляет после отжига:
Типа М8 ..... 18 Р6М5 ...... 22
Р6МЗ ........... 20 Р12 ......... 23—24
Молибден по влиянию на теплостойкость замещает вольфрам по соотношению Мо : W = 1 : (1,4 — 1,5). Оно определено, исходя из количества вольфрама и молибдена, необходимого для образования карбида M6C (Fe4M2C) как основной карбидной фазы.
|
Размеры карбидов в вольфрамовой стали Р18 и вольфрамомолибденовой Р6М5. Слиток 240 кг |
Превращения при отпуске в сталях с молибденом протекают в основном, как и в вольфрамовых, но специальные карбиды выделяются из мартенсита при температурах, на 10-15 град более низких, чем в вольфрамовых. Молибденовые стали приобретают максимальную вторичную твердость после отпуска при 540—560° С (вместо 560—570° С для вольфрамовых сталей). Отпуск выше 560° С больше снижает твердость молибденовой, чем вольфрамовой стали из-за большей способности выделяющихся карбидов к коагуляции и вследствие того, что на образование карбида Мо2С, предшествующее образованию карбида М6С, расходуется больше углерода, чем на карбид W2C.
В связи с этим теплостойкость сталей с 6% W и 5% Мо несколько ниже, чем вольфрамовых. Она заметно меньше при содержании молибдена >5—6% .
Прочность сталей с молибденом выше, чем вольфрамовых при температурах до 400—500° С. При более высоком нагреве это преимущество уменьшается из-за большей склонности молибденовых сталей к разупрочнению.
Остаточный аустенит сталей с молибденом также менее устойчив против отпуска, чем вольфрамовых, и превращается главным образом при однократном отпуске. Для снятия напряжений у сталей, содержащих больше 3—4% Мо, достаточен двукратный отпуск, что является технологическим преимуществом этих сталей.
Влияние повышенного содержания углерода в сталях с молибденом более благоприятно, чем в вольфрамовых.
|
Влияние молибдена на обезуглероживание быстрорежущей стали : / — в электропечи; 2 — в пламенной печи; 3 — в нераскисленпой ванне BaClg; 4 — в ванне BaCI2, раскисленной 3% буры; 5 — в ванне BaCI2, pacкисленной 2% MgF2, (1150° С, 15 мин) |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.