Во избежание заедания в отверстии и выкрашивания зубьев необходимо метчик снабжать утонением на калибрующей части. Величина утонения, отнесенная к длине 100 мм, должна быть не меньше 0,2 мм. Из-за скоса передний угол резко уменьшается по направлению к калибрующей части. Поэтому он выбирается такой величины, чтобы на первых двух-трех витках оставался положительным. Для обеспечения этого достаточно дать в начале режущей части передний угол на 5—8° больше чем принимается у обычных метчиков. Дно канавки располагается под углом y=10...15° к оси метчика. Бесканавочные метчики обладают целым рядом преимуществ: более чистая обрабатываемая поверхность, прочность метчика, лучшие условия резания и отвод стружки, более полное использование материала из-за многократного удлинения канавки после полного стачивания ширины пера. Эти метчики особенно хороши для легких сплавов, цветных металлов, вязкой стали, а также для нержавеющих сплавов различных марок.
метчики с зауженными режущими зубьями.
Для повышения точности резьбонарезания разработаны метчики специальной конструкции с зауженными режущими зубьями. Суть конструктивного решения заключается в том, что при подрезании верхних сторон резьбовых впадин отверстия (подача меньше шага резьбы) заужают режущие зубья со стороны хвостовика метчика. При подрезании нижних сторон резьбы (подача больше шага резьбы) заужают зубья со стороны заборного конуса инструмента. Заужение возрастает от калибрующей части к первому режущему зубу метчика. Его изменение от зуба к зубу может быть постоянной или переменной величиной. Зауженными выполняются либо все режущие зубья метчика, либо часть из них на отрезке заборного конуса с первого режущего зуба. В некоторых случаях часть режущих зубьев может быть выполнена с одинаковой величиной заужения, если такие зубья располагаются между зубьями с изменяющейся величиной заужения.
При работе такими метчиками за счет дополнительного резания боковыми кромками зауженной стороной зубьев создается осевая сила, которая противодействует осевым подрезаниям резьб. При наличии внешних осевых сил в зависимости от их направления заужение режущих зубьев метчика корректируется в ту или иную сторону.
При работе предлагаемыми метчиками точность обработки повышается на 1—2 класса, значительно уменьшается шероховатость поверхности с подрезаемой стороны. Заужения режущих зубьев выполняются на резьбошлифовальных станках посредством дополнительного прохода с помощью копирной линейки.
Корригированные метчики.
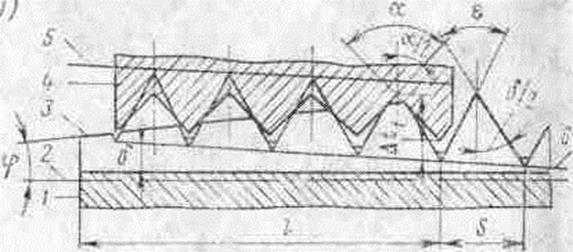
Корригированные метчики улучшают процесс резьбонарезания, так как заменяют стесненные условия пpoфильного стружкообразовання, имеющие место при резаннн обычными метчиками, более свободной односторонней ступенчатой схемой резания. Сущность корригирования состоит в уменьшении угла e профиля метчика на 2—6° по сравнению с углом aпрофиля нарезаемой им резьбы. В результате этого образуется зазор между боковыми поверхностями режущих перьев и обрабатываемым материалом. Это снижает усилие трения, ликвидирует защемление перьев метчика и улучшает доступ СОЖ на контактные поверхности. Вместе с тем метчик обеспечивает заданный профиль резьбы за счет обратной конусности по среднему диаметру метчика. Следовательно, несоответствие углов компенсируется подбором таких значений угла jзаборного конуса и обратной конусности резьбы метчика, при которых нарезаемая резьба имеет заданный угол профиля, несмотря на уменьшенную величину этого угла на метчике.
|
схема корригирования 1 — метчик; 2—линия, параллельная оси метчика; 3 —линия конуса заборной части; 4 — нарезаемая деталь; 5 — линия обратного (корригирующего) конуса по наружному диаметру; 6 — то же, по внутреннему диаметру метчика. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.