Эти процессы выполняют при 520—580° С, т. е. при тех же температурах и для тех же сталей, как и цианирование. Инструменты помещают в герметически закрывающийся муфель из жаропрочной стали на прокладках так, чтобы режущие грани омывались газом. Муфель затем закрывают и для защиты от окисления при подогреве пропускают газ, а по достижении заданной температуры — аммиак (при азотировании), а также аммиак и науглероживающий газ (при нитроцементации).
Выдержка инструментов после нагрева садки составляет 1—2 ч.
После окончания выдержки прекращают подачу газа и выключают печь.
Таким образом, длительность процессов больше, чем при жидком планировании, и их применяют для инструментов большого сечения, прежде всего штампов и форм литья.
Обработку проводят так же, как и цианирование в качестве окончательной после отпуска и шлифования и как предварительную — перед закалкой.
После окончательной обработки целесообразно оксидирование
АЗОТИРОВАНИЕ
Степень диссоциации подаваемого аммиака 25—30% (при 520—540° С) и 35—40% (при 550—570° С).
В азотированном слое теплостойких и полутеплостойких сталей образуются сложные нитриды вольфрама и хрома (W, Fe)2N и (Cr, Fe)2N и карбонитридные фазы M23 (С, N)6, М3 (С, N). В слое нетеплостойких сталей, легированных хромом, образуется карбонитрид и возрастает количество карбида М3С. Кроме того, а-фаза всех сталей насыщается азотом.
Нитридные фазы имеют более высокую твердость (1300—1400 у быстрорежущих сталей и НV 1100—1200 у штамповых сталей с 12% Cr), чем карбонитридные. Поэтому стойкость азотированных инструментов может быть больше, чем после цианирования при работе без динамических нагрузок. В микроструктуре правильно азотированной стали нет четкой границы между азотированным слоем и нижележащими слоями.
Нитриды и карбонитриды наблюдаются в виде мелких округлых частиц. С увеличением длительности процесса до 6 ч при 520° С и особенно при 540—560° С образуются нитридные прожилки и включения e-фазы, сильно охрупчивающие сталь.
АЗОТИРОВАНИЕ КАК окончательная ОБРАБОТКА
Обработка применима для теплостойких и полутеплостойких сталей. Присутствие вольфрама, молибдена и хрома в a-растворе этих сталей способствует образованию дисперсных нитридных фаз большей твердости и устойчивости против коагуляции.
ТВЕРДОСТЬ И ТОЛЩИНА АЗОТИРОВАННОГО СЛОЯ В ЗАВИСИМОСТИ ОТ СОСТАВА СТАЛИ И ТЕМПЕРАТУРЫ ЗАКАЛКИ
|
Температура, °С |
Твердость HV |
Толщина слоя, мм |
||||
|
Марка стали 1 |
при продолжительности азотирования, ч |
|||||
|
закалки |
отпуска |
3 |
6 |
3 |
6 |
|
|
Р18 |
1280 |
560 |
1300—1340 |
1300—1340 |
0,08—0,09 |
0,10—0,11 |
|
Р18, Р12, Р6М5 |
1200 |
560 |
1240—1340 |
1300—1340 |
0,09—0,10 |
0,10—0,12 |
*Температура азотирования 560° С
Хром, особенно вольфрам и молибден, а также и кремний затрудняют диффузию азота. В этом же направлении влияют карбидные частицы, особенно дисперсные, выделившиеся при отпуске. Эти элементы увеличивают твердость, но уменьшают толщину азотированного слоя.
По этой причине строение и свойства азотированного слоя зависят не только от режима азотирования, но и от состава стали и ее предварительной термической обработки.
|
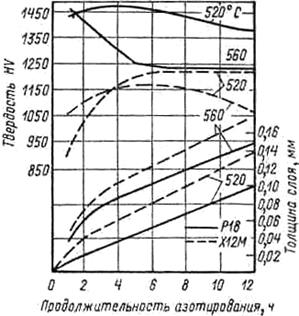
Твердость и толщина азотированного слоя сталей Р18 и Х12М в зависимости от температуры и длительности азотирования. при 620 и 560° С |
Повышение температуры закалки, увеличивающее концентрацию a-раствора и количество дисперсных карбидов, выделившихся при отпуске, способствует возрастанию твердости, но уменьшает толщину слоя. Повышение температуры отпуска влияет в противоположном направлении.
Твердость и толщина слоя в зависимости от режима азотирования показаны на рис. слева.
Его теплостойкость и износостойкость несколько выше, чем цианированного.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.