N65 G01 G90 X80.0 Y50.0 F200* (от начальной точки до точки А – начала дуги)
N66 G03 X50.0 Y20.0 I50.0 J50.0* ( от точки А до конечной точки В)
При записи размерных перемещений в относительной системе отсчёта, кадры программы будут выглядеть следующим образом:
N65 G01 G75 G90 X80.0 Y50.0 F200* (от начальной точки до точки А – начала дуги)
N66 G03 G91 X-30.0 Y-30.0 I30.0 J0* ( от точки А до конечной точки В).
38
На рис. 2.10. и в таблице 2.7. представлен пример программирования обхода контура при различных режимах: 1 – в абсолютной системе отсчёта, при одно квадрантном интерполяторе; 2 - в абсолютной системе отсчёта, при много квадрантном интерполяторе; 3 - в относительной системе отсчёта, при много квадрантном интерполяторе. (функция G74 указывает на выбор режима одно квадрантного интерполирования, функция G75 указывает на выбор режима много квадрантного интерполирования).
|
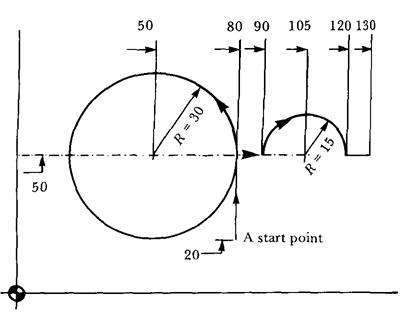
Рис. 2.10. Пример программирования дуги окружности для разных систем отсчёта координат и разной структуры интерполятора.
Таблица 2.7.
|
абсолютная системе отсчёта при одно квадрантном интерполяторе |
абсолютная системе отсчёта при мульти квадрантном интерполяторе |
относительная системе отсчёта при мульти квадрантном интерполяторе |
|
N80 G01G74 G90X80.0Y50.0* N85 G03 X50.O Y80.0 I30.0 J0* N90 G03 X20.0 Y50.0 I0 J30.0* N95 G03 X50.0 Y20.0 I30.0 J0* N100 G03 X80.0 Y50.0 I0 J30.0* N105 G01 X90.0 Y50.0* N110 G02X105.0 Y65.0H5.0 J0* N115 G02 X120.0 Y50.0 I0 J15.0* N120 G01 X130.0 Y50.0* |
N80 G01 G75 G90 X80.0Y50.0* N85 G03 X80.0 Y50.0 I50.0 J50.0* N90 G01 X90.0 Y50.0* N95 G02 X120.0 Y50.0 I105.0 J50.0* N100 G01 X130.0 Y50.0* |
N80 G01 G75 G91 X0 Y30.0* N85 G03 X0 Y0 I30.0 J0* N90 G01 X10.0 Y0* N95 G02 X30.0 Y0 I-15.0 J0* N100 G01 X10.0 Y0* |
39
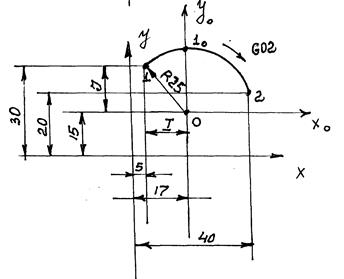
Рис.2.11. Пример программирования перемещения по дуге окружности.
На рис. 2.11 представлен ещё один пример выполнения круговой интерполяции.
При задании координат в абсолютной системе отсчёта:
N028 G02 X+004000 Y+002000 I-001700 J+001500 F0280.
При задании координат по приращениям, в случае, когда система предусматривает задание в одном кадре программы перемещения вдоль дуги только в одном квадранте (т.е. если дуга расположена в двух квадрантах, то она описывается двумя кадрами, если - в трёх квадрантах, то она описывается тремя кадрами, и т.д.):
N028 G02 X+001200 Y+001000 I001200 J001500 F0280
N029 X+002300 Y- 002000 J002500
Следует иметь в виду, что при относительном задании координат система отсчёта смещается в центр дуги и все координаты рассматриваются по отношении к этой точке.
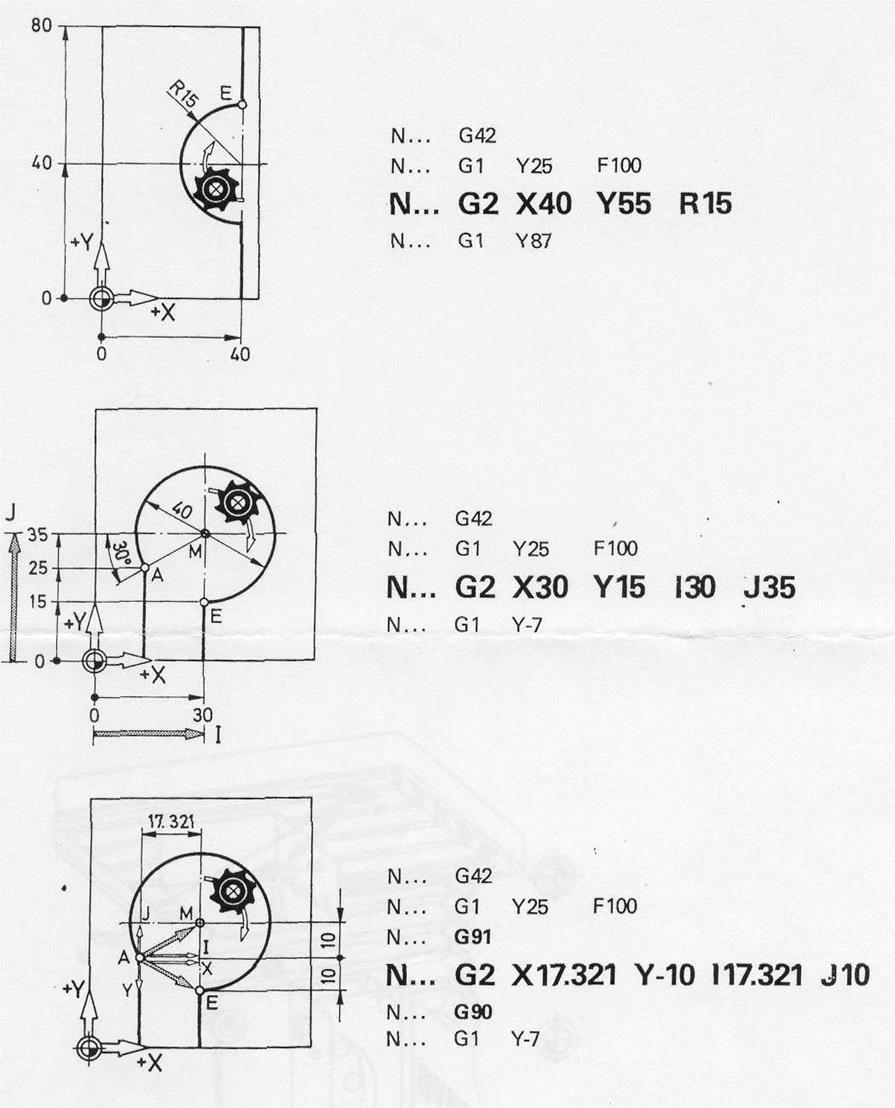
Ниже на рис. 2.12. представлены примеры программирования круговой интерполяции на станке “MAHO”. В первом примере при круговой интерполяции программируется величина радиуса дуги и размеры задаются в абсолютной системе отсчёта.
Во втором примере программирование осуществляется в абсолютной системе отсчёта с использованием параметров круговой интерполяции – адресов I и J.
В третьем примере программирование осуществляется в относительной системе отсчёта с использованием параметров круговой интерполяции – адресов I и J.
40
|
|
Подготовительная функция G42 определяет коррекцию радиуса инструмента. Формат кадра с плавающей точкой и с опусканием начальных нулей.
Рис. 2.12. Примеры программирования круговой интерполяции на станке “MAHO”
41
2.2.5.4. Выбор радиуса концевой фрезы для фрезерования плоских кулачков.
При выборе параметров концевой фрезы для фрезерования плоского кулачка принимают во внимание наименьший внутренний радиус на профиле кулачка.
С точки зрения производительности, жёсткости инструмента и упрощения программирования (особенно ручного) желательно было бы выбрать радиус фрезы, равный этому радиусу. Однако, с точки зрения точности обработки, необходимо соблюдать следующее правило: в процессе обхода контура детали изменение вектора скорости подачи в любой точке контура должно быть плавным, что позволит исключить возможные зарезы, как показано в примере на рис. 2.13.

Рис. 2.13. Ошибка при обходе прямого угла.
1 – заданная траектория; 2 – фактическая траектория центра инструмента; 3 – идеально обработанный контур; 4 – фактически полученный контур детали; R ф - радиус фрезы; А е и А и - ошибки размеров детали; А ew - ошибка эквидистанты.
В данном примере была попытка получить заданный радиус на контуре детали за счёт радиуса фрезы, равного радиусу контура. Однако, при снижении скорости подачи при подходе к углу и резкому изменению вектора скорости подачи, в данном случае на 900 , за счёт динамики привода и
42
перераспределения усилий резания произошёл зарез контура детали. Чтобы исключить эту ошибку необходимо использовать концевую фрезу несколько меньшего размера, чем заданный контур. Например, если минимальный внутренний радиус контура равен 10 мм, желательно применить фрезу радиусом 8 мм. Если контур радиусом 5 мм, фреза может иметь радиус 4 мм. В этом случае обход контура будет совершаться по плавной дуге, исключая выше упомянутую ошибку.
2.2.6. Подготовительные функции и стандартные циклы (адрес G).
Команды, относящиеся к подготовительным функциям, включают в себя букву G, за которой, как правило, следуют две цифры. Цифры являются кодами различных действий или операций. Иногда, в соответствии с форматом кадра определённой системы ЧПУ, начальные или конечные нули при написании кода могут не записываться. Большинство кодов G являются модальными (как выше объяснялось, это значит, что, будучи записанными в каком либо кадре, они сохраняют своё значение во всех последующих кадрах управляющей программы до их замены другим кодом или вводом специального кода).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.