Далее следуют адреса, относящиеся к заданным величинам перемещений по соответствующим координатным осям. Эти адреса в большинстве случаев располагаются в следующем порядке, следуя друг за другом: Х, У, Z, U, V, W, P, Q, R, А, В, С, D, Е. Каждый адрес может включать в себя различное фиксированное число десятичных разрядов в зависимости от конструкции системы, для которой подготавливается, программа. Число разрядов определяется дискретностью задания и максимально возможным перемещением по соответствующей координате.
Если система управления станком имеет встроенный линейно-круговой интерполятор и в кадре программируется движение по дуге окружности с заданным радиусом, после адресов о величинах перемещения следуют адреса I, J или K, являющиеся параметрами круговой интерполяции и определяющие положение центра дуги по координатным осям X, Y или Z соответственно, в зависимости от выбранной плоскости расположения дуги окружности. В некоторых системах программирование дуги осуществляется с указанием величины радиуса под адресом R, следуемым после записи координат конечной точки дуги.
Далее следует информация о скорости подачи. При независимости скорости подачи от оборотов шпинделя рекомендуется выражать ее в миллиметрах в минуту. Если имеется такая зависимость, предпочтительнее использовать величины, выраженные в миллиметрах на оборот. При этом число разрядов в адресе устанавливается в зависимости от системы. Обычно это 4 - 5 десятичных разрядов. Для большей унификации программ иногда используется выражение скорости подачи специальным кодом из трех цифр. Вторая и третья цифры кода отражают заданную скорость подачи, округленную до первых двух значащих цифр. Первая цифра кода равна значению на три единицы больше, чем число десятичных разрядов влево от запятой (целых чисел). Если скорость подачи мала и выражается только дробными значениями, то первая цифра кода равна разнице между тройкой и числом нулей после запятой до первой значащей цифры.
Пример перевода различных скоростей подач в соответствующие коды приводится ниже:
31
|
Скорость подачи |
Код |
|
1728 |
717 |
|
150 |
615 |
|
15,2 |
515 |
|
7,82 |
478 |
|
0,153 |
315 |
|
0,0126 |
213 |
|
0,00875 |
188 |
|
0,000462 |
046 |
За адресом скорости подачи следует адрес числа оборотов шпинделя. Число оборотов шпинделя может быть выражено или непосредственно в оборотах шпинделя в минуту, или для ступенчатого регулирования кодом этого числа из двух или трех разрядов.
Далее следует адрес номера требуемого инструмента. Как правило, этот адрес включает в себя пять цифр. Три первые цифры указывают непосредственно номер инструмента, а две последние - номер щитка на пульте управления, где набирается величина коррекции для соответствующего инструмента.
Последним записывается адрес вспомогательных команд с двумя цифрами. Различные вспомогательные команды с их кодами представлены в таблице. и рассмотрены ниже.
Замыкает всю информацию кадра знак <конец кадра>.
Как указывалось, рассмотренные рекомендации основаны на применении кода записи ISO, относящегося к группе двоично-десятичных кодов. Отображение этого кода на перфоленте представлено на рис. 2.6.
Перемещение рабочих органов станка в процессе обработки детали может осуществляться в следующих режимах:
32
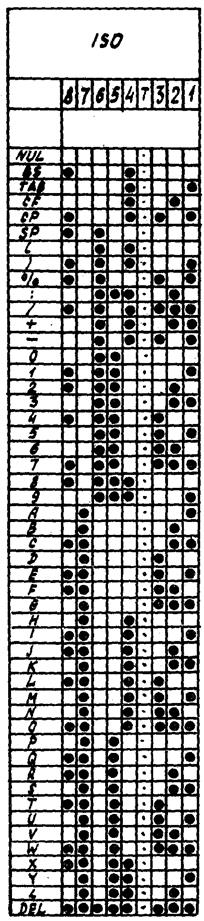
Рис. 2.6 . Код ISO
2.2.5.1. Режим ускоренного позиционирования (режим от точки до точки) выбирается, когда инструмент или заготовка должны быть размещены в определённой позиции без осуществления резания в процессе перемещения. Обычно такое перемещение осуществляется на ускоренном ходу и скорость подачи в данном кадре не программируется. Для реализации такого режима в соответствующем кадре программы задаётся подготовительная функция G00.
33
В целях безопасности и предотвращения возможности столкновения инструмента с деталью или элементами приспособления на ускоренном ходу рекомендуется не применять этот режим для одновременного перемещения по трём координатам X, Y и Z. Если в момент задания команды G00 инструмент располагается на достаточно большом расстоянии от детали, следует запрограммировать сначала перемещение в плоскости XY, а затем переместиться к детали по координате Z. Если же в момент задания ускоренного перемещения инструмент располагается вблизи зоны резания, следует сначала отойти от детали по координате Z, а затем осуществлять движения в плоскости XY.
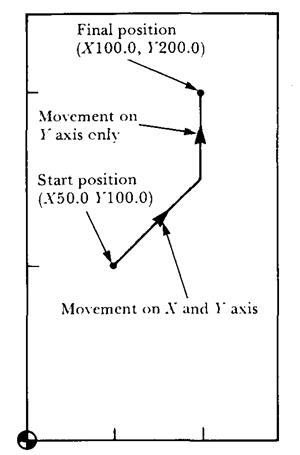
Ещё, что надо иметь в виду используя эту функцию, это то, что, если заданные расстояния перемещения по координатам не одинаковы, например, программируется кадр N120 G00 X100.0 Y200.0, фактическая траектория движения будет представлять собой ломаную линию: сначала под углом 45 градусов, а затем по прямой, вдоль большей координаты, как показано на рисунке ниже.
|
|
|
|
2.2.5.2. Режим линейной интерполяции (G01). Этот режим используется, когда обработка имеет место:
34
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.