4. Аппроксимация контура (при необходимости). Аппроксимация - это представление сложного геометрического элемента участками более простых геометрических элементов. Например, линейная аппроксимация дуги окружности - это замена её участками прямых линий. Необходимость выполнения аппроксимации определяется типом интерполятора имеющегося в системе управления данного оборудования. Интерполятор - это устройство, которое обеспечивает перемещение инструмента относительно детали из одной опорной точки в другую в соответствии с законом, заложенным в него. Интерполяторы бывают линейными или линейно-круговыми. Если интерполятор линейный, весь контур детали, а, следовательно, и эквидистанту, необходимо представить только участками прямых линий. Расчёт координат промежуточных опорных точек выполнится с учётом радиуса дуги и допуском на аппроксимацию, который может составлять одну треть от допуска на обработку. Если интерполятор линейно-круговой, траектория движения инструмента может включать как участки прямых линий, так и дуги окружностей.
18
Пример аппроксимация дуги участками прямых линий (рис. 2.3.). При наличие в системе управления только линейного интерполятора, криволинейные участки обрабатываемого контура, в частности дуги окружностей, приходится аппроксимировать участками прямых линий. В этом случае можно использовать следующие рекомендации.
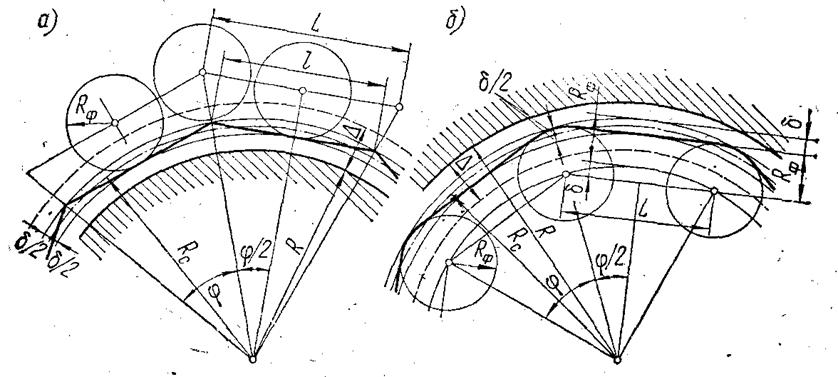
Рис. 2.3. Аппроксимация контура окружности ломаной линией и построение траектории движения инструмента при фрезеровании выпуклого (а) и вогнутого (б) контуров.
Промежуточные опорные точки на дуге определяются для каждого отрезка ломаной линии, которой аппроксимируется дуга окружности. При фрезеровании плоского контура, очерченного дугами окружностей, можно выделить два характерных случая: обработка выпуклого контура (рис. 2.3. а) и обработка вогнутого контура (рис. 2.3 б). Контур имеет номинальный радиус R при одностороннем расположении поля допуска. При обработке выпуклого контура траектория движения центра фрезы выбирается такой, при которой фреза формирует поверхность с размером, соответствующим середине поля допуска Δ на обработку. Величина этого среднего размера Rc = R +Δ/2. Так как допуск на аппроксимацию не должен превышать величины δ= (0,1—0,3)Δ, то заменяющая ломаная линия должна уложиться в круговую полосу шириной ± δ/2 (от радиуса Rc - δ/2 до радиуса Rc + δ/2). Как следует из рис. 2.3 а, в этом случае косинус половины центрального угла одного звена ломаной линии равен:
19

Тогда длина одного звена ломаной линии на обработанной поверхности (величина огранки) определится так:

Соответственно длина одного звена ломаной траектории центра фрезы (расстояние между соседними опорными точками) будет равна:
![]()
где Rф—радиус фрезы.
При обработке вогнутого контура с номинальным радиусом R, в случае одностороннего расположения поля допуска Δ (см. рис. 2.3 б) радиус фрезы Rф должен быть меньше радиуса обрабатываемого контура. При условиях, аналогичных тем, которые были приняты в предыдущем случае, косинус половины центрального угла одного звена ломаной траектории движения центра фрезы определяется по формуле:

Длина звена ломаной траектории фрезы

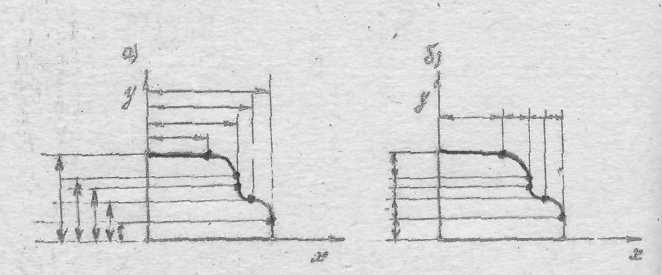
5. Заполнение расчётных таблиц. Следует иметь в виду, что координаты опорных точек, рассчитанные для записи управляющей программы, могут отображаться в абсолютной системе отсчёта, когда все размеры задаются от одной, единой базы, или в относительной системе отсчёта, когда следующая опорная точка задаётся от предыдущей опорной точки, (эта система записи координат называется иногда «запись по приращениям»). Примеры представления размеров в абсолютной и в относительной системе координат показаны на рис. 2.4.
20
|
|
Рис. 2.4. Примеры представления размеров детали:
а) в абсолютной системе координат;
б) в относительной системе координат (по приращению).
В процессе расчёта опорных точек накапливается большой объём информации: координаты опорных точек, рассчитанные в абсолютной системе отсчёта (Таблица 2.1), а, при необходимости, пересчитанные в относительную систему отсчёта (Таблица 2.2); координаты центра окружностей (Таблица 2.3); параметры круговой интерполяции I, G, K (Таблица 2.4) и т. п. Для лучшей организации этой информации, вся она заносится в таблицы, примеры которых представлены ниже.
(Таблица 2.1)
Координаты опорных точек на эквидистанте
в абсолютной системе отсчёта.
|
Опорная точка |
X |
Y |
Опорная точка |
X |
Y |
|
О |
0 |
0 |
9 |
229 |
120 |
|
Твх. |
-9 |
130 |
10 |
206,75 |
91,8 |
|
1 |
-9 |
145 |
11 |
117,67 |
79,73 |
|
2 |
25 |
179 |
12 |
111,91 |
75,88 |
|
3 |
54,2 |
162,42 |
13 |
79,41 |
15,88 |
|
4 |
54,92 |
161,94 |
14 |
60 |
6 |
|
5 |
182,78 |
143,67 |
15 |
37,7 |
21,13 |
|
6 |
182,92 |
143,66 |
16 |
-6,59 |
132,43 |
|
7 |
183,49 |
143,84 |
17 |
-9 |
145 |
|
8 |
200 |
149 |
Твых. = 18 |
-9 |
160 |
21
(Таблица 2.2)
Координаты опорных точек на эквидистанте в относительной системе отсчёта, т.е. координаты i-ой точки, относительно (i-1)-ой.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.