и т. д.
Фиксированный цикл G85 используется при расточке отверстий. Отличие его от цикла G81 состоит в том, что отвод пиноли осуществляется с рабочей подачей (для получения лучшей чистоты обработанной поверхности). Пример применения этого цикла показан на рис. 2.18.
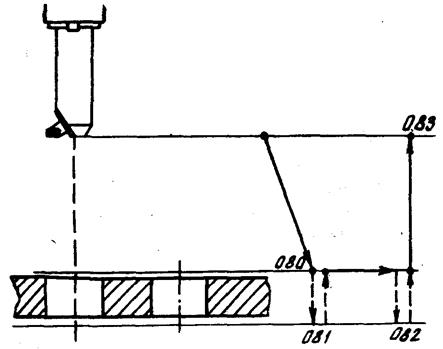
Рис. 2.18. Пример применения фиксированного цикла G85.
Фиксированный цикл расточки G86 отличается от предыдущих циклов тем, что отвод пиноли производится при остановленном шпинделе на ускоренном ходу.
Фиксированный цикл G87 также используется при расточке и предполагает следующие переходы:
1. Ускоренное перемещение по осям Х и У.
2. Опускание пиноли с рабочей скоростью до заданного размера.
3. Останов вращения шпинделя.
4. Останов автоматической последовательности и включение на панели управления сигнальной лампы «Программированный останов».
54
Фиксированный цикл G88 отличается от предыдущего наличием небольшой выдержки перед остановом вращения шпинделя и прерыванием автоматической последовательности.
Фиксированный цикл расточки G89 предполагает следующие переходы:
1. Ускоренное перемещение по осям Х и У.
2. Опускание пиноли с рабочей скоростью до заданного размера.
3. Выдержка пиноли на этом размере с вращением шпинделя.
4. Отвод пиноли в начальное положение с рабочей подачей.
После ввода в систему какого-либо фиксированного цикла он сохраняется в памяти, и соответствующая ему последовательность движений рабочих органов станка, выполняется с приходом каждого нового блока информации. Для аннулирования этого цикла необходимо ввести в систему подготовительную функцию G80, которая стирает информацию о фиксированных циклах в памяти системы.
Следует отметить, что, в отличие от приведенных выше примеров использования фиксированных циклов, где предполагается движение пиноли (или головки) на подвод к плоскости детали и врезание только с рабочей скоростью подачи, некоторые системы позволяют осуществлять с одного и того же кадра подвод к плоскости детали на ускоренном ходу и далее уже производить врезание с рабочей подачей.
Подготовительная функция G91 часто используется для обозначения перехода системы в режим работы с относительным заданием координат, т. е. по приращениям. Функция G91 действует до тех пор, пока не аннулируется функцией G90, которая восстанавливает режим работы с абсолютным заданием координат.
Пример использования этих функций приведен на рис. 2.19 . Информация для обработки этой детали записывается следующим образом:
|
N300 |
G62 |
X + 0010000 |
Y + 0050000 |
Z – 0060000 |
S09 |
M03 |
|
N301 |
G81 |
Z – 0074000 |
F01000 |
M08 |
||
|
N302 |
G91 |
X + 0010000 |
Y + 0010000 |
|||
|
N303 |
X + 0010000 |
Y + 0000000 |
||||
|
N304 |
X + 0010000 |
Y – 0010000 |
||||
|
N305 |
G90 |
X + 0050000 |
Y + 0010000 |
|||
|
N306 |
G80 |
T01100 |
55
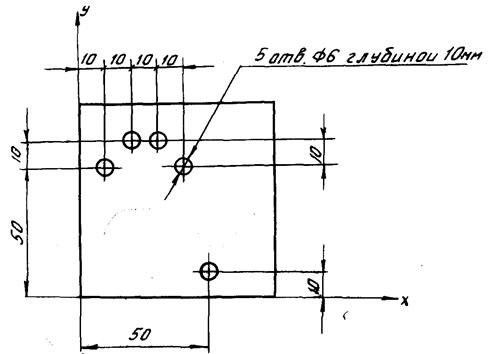
Рис.2.19. Пример использования подготовительных функций G90 и G91.
2.2.7. Вспомогательные команды (адрес М).
Теперь рассмотрим некоторые вспомогательные команды, полный список которых представлен в таблице ниже.
Код |
Вспомогательная команда |
|
М00 |
Стоп по программе |
|
М01 |
Стоп по требованию |
|
М02 |
Конец программы |
|
М03 |
Включение вращения шпинделя по часовой стрелке |
|
М04 |
Включение вращения шпинделя против часовой стрелки |
|
М05 |
Выключение вращения шпинделя и прекращение подачи охлаждения |
|
М06 |
Смена инструмента |
|
М07 |
Включение подачи охлаждения (туманом) |
|
М08 |
Включение подачи охлаждения (жидкостью) |
|
М09 |
Выключение подачи охлаждения |
|
М10 |
Зажим подвижных кареток или салазок станка. |
|
М11 |
Разжим подвижных кареток или салазок станка. |
|
М12 |
Резерв |
|
56 |
|
|
М13 |
Включение вращения шпинделя по часовой стрелке плюс включение подачи охлаждения |
|
М14 |
Включение вращения шпинделя против часовой стрелки + включение подачи охлаждения |
|
М15 |
Быстрое перемещение в положительном «+» направлении. |
|
М16 |
Быстрое перемещение в отрицательном «-» направлении. |
|
М17 – М18 |
Резерв |
|
М19 |
Ориентированная остановка шпинделя |
|
М20 – М29 |
Резерв |
|
М30 |
Конец программоносителя |
|
М31 |
Временное отключение блокировки |
|
М32 – М35 |
Постоянная скорость резания |
|
М36 |
Подача, диапазон I |
|
М37 |
Подача, диапазон II |
|
М38 |
Число оборотов шпинделя, диапазон I |
|
М39 |
Число оборотов шпинделя, диапазон II |
|
М40 – М49 |
Резерв |
|
М50 |
Включение охлаждения №3 |
|
М51 |
Включение охлаждения №4 |
|
М52 – М54 |
Резерв |
|
М55 |
Линейный сдвиг инструмента, положение I |
|
М56 |
Линейный сдвиг инструмента, положение II |
|
М57 – М59 |
Резерв |
|
М60 |
Смена заготовки (автоматически) |
|
М61 |
Линейный сдвиг обрабатываемой детали, положение I |
|
М62 |
Линейный сдвиг обрабатываемой детали, положение II |
|
М63 – М67 |
Резерв |
|
М68 |
Зажим обрабатываемой детали |
|
М69 |
Разжим обрабатываемой детали |
|
57 |
|
|
М70 |
Резерв |
|
М71 |
Угловой сдвиг обрабатываемой детали, положение I |
|
М72 |
Угловой сдвиг обрабатываемой детали, положение II |
|
М73 – М77 |
Резерв |
|
М78 |
Зажим суппорта (или салазок) |
|
М79 |
Разжим суппорта (или салазок) |
|
М80 – М99 |
Резерв |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.