При операциях в кадрах N 201 - 203 обрабатываются отверстия, координаты которых заданы по отношению к исходной точке А.
В последующих кадрах, чтобы сместить «нулевую точку» для обработки отверстий, координаты которых заданы по отношению к точке Р, необходимо аннулировать фиксированный цикл G81 (кадр N 204), ввести координаты фактического положения инструмента по отношению к новой <нулевой точке> (кадр N 205), на ускоренном ходу подойти к заданной следующей координате (кадр N 206) и восстановить цикл G81 (кадр N 207). Как видно, координаты всех последующих отверстий заданы относительно Р.
G80 ÷ G89 - подготовительные функции. Эти функции занимают особое место в ряду подготовительных функций. Часто их выделяют в отдельную группу и называют технологическими фиксированными циклами. Использование технологических циклов резко снижает трудоемкость расчета и подготовки программ, а так же значительно уменьшает длину программоносителя.
Например, цикл G81 (цикл сверления) включает в себя следующие переходы:
1. Ускоренное перемещение по осям Х и У.
2. Опускание пиноли (или всей головки) с рабочей скоростью до заданного размера.
3. Ускоренный отвод пиноли в начальное положение.
При этом начальное положение пиноли, глубина и скорость перемещения программируются только в одном кадре, относящемся к обработке первого отверстия из всей группы. В дальнейшем программируются только координаты отверстий.
50
На рис. 2.15. представлен пример обработки ряда отверстий с использованием этого цикла на станке типа «обрабатывающий центр».
Сплошные линии означают, что движение инструмента совершается на ускоренном ходу. Пунктирные линии - перемещение с рабочей подачей. Программа для выполнения этой операции записывается следующим образом:
|
N020 |
G62 |
X + 0017000 |
Y –0321000 |
Z –0014000 |
S08 M03 |
|
N021 |
G81 |
Z –0150000 |
F01500 |
||
|
N022 |
X + 0027000 |
Y –0300000 |
|||
|
N023 |
X + 0045000 |
Y +0012000 |
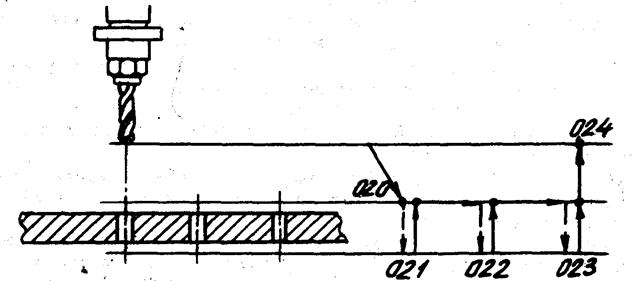
Рис. 2.15. Пример обработки ряда отверстий с использованием цикла G81.
При отсутствии фиксированного цикла G81 после каждого кадра, указывающего координаты, последующего отверстия, необходимо было бы программировать и вводить в станок два дополнительных кадра, указывающих глубину сверления и скорость подачи, а также координату и скорость выхода сверла в начальную позицию.
Технологический фиксированный цикл G82 включает в себя следующие переходы:
1. Ускоренное перемещение по осям Х и Y.
2. Перемещение пиноли с рабочей скоростью до заданного размера.
3. Выдержка пиноли на этом размере с вращением шпинделя.
4. Ускоренный отвод пиноли в начальное положение.
Этот цикл используется при цековке ряда одинаковых отверстий.
51
Фиксированный цикл 683 главным образом используется при обработке глубоких отверстий. На панели управления с помощью двух переключателей устанавливается время выдержки сверла (в целях улучшения дробления стружки) в каждой заданной точке, а также время между двумя последующими остановками. В этом случае для обработки каждого отверстия используется всего один кадр с указанием координат данного отверстия (рис2.16.). Программа записывается следующим образом:
|
N050 |
G62 |
X +0017000 |
Y -0321000 |
Z -0014000 |
S08 M03 |
|
N051 |
G83 |
Z -0150000 |
F01500 |
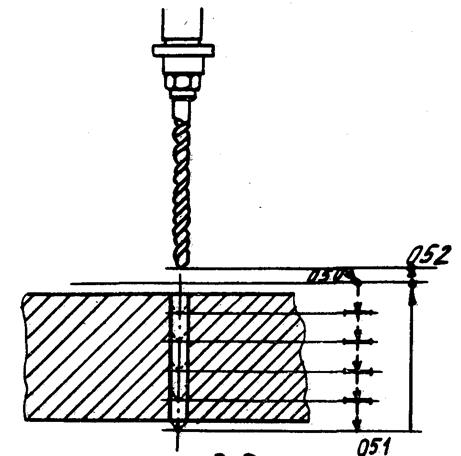
Рис. 2.16. Пример обработки ряда глубоких отверстий с использованием фиксированного цикла G83.
При отсутствии такого фиксированного цикла нужно было бы программировать координаты каждой точки останова:
|
N050 |
G62 |
X + 0017000 |
Y – 0321000 |
Z – 0014000 |
S08 M03 |
|
N051 |
Z – 0050000 |
F01500 |
|||
|
N052 |
Z – 0090000 |
||||
|
N053 |
Z – 0110000 |
||||
|
N054 |
Z – 0130000 |
||||
|
N055 |
Z – 0150000 |
||||
|
N056 |
Z – 0014000 |
F10000 |
52
Фиксированный цикл G84 используется при нарезании резьбы метчиком. Он включает в себя следующие переходы:
1. Ускоренное перемещение по осям Х и У.
2. Перемещение пиноли с рабочей подачей и вращением шпинделя по часовой стрелке.
3. Отвод пиноли с рабочей подачей и вращением шпинделя против часовой стрелки.
На рис. 2.17. представлен пример использования фиксированного цикла G84. Информация при этом записывается на перфоленте следующим образом:
|
N130 |
G62 |
X + 0010000 |
Y – 0177000 |
Z – 0115000 |
S06 M03 |
|
N131 |
G84 |
Z – 0130000 |
F08000 |
||
|
N132 |
X – 0020000 |
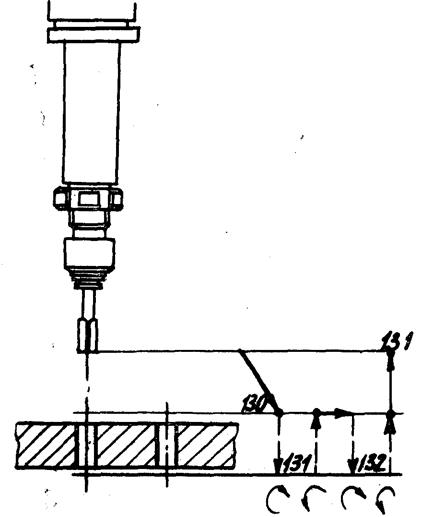
Рис 2.17. Пример нарезания резьбы в отверстиях с использованием фиксированного цикла G84.
Если бы в системе не был заложен этот цикл, на перфоленте нужно было бы записать следующую информацию:
53
|
N130 |
G62 |
X + 0010000 |
Y –0177000 |
Z – 0115000 |
S06 |
M03 |
|
N131 |
Z – 0130000 |
F08000 |
M05 |
|||
|
N132 |
Z – 0115000 |
M04 |
||||
|
N133 |
X – 0020000 |
|||||
|
N134 |
Z – 0130000 |
M05 |
||||
|
N135 |
Z – 0115000 |
M04 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.