





































11 Экономическая часть
11.1 Проектная организация производственного процесса на
термическом участке кузнечно-прессового цеха
Заготовки используемые для изделий типа «матриц и пуансонов» горячего деформирования, поставляют на завод в виде прутков круглого, квадратного или прямоугольного сечения и индивидуальных поковок.
Маршрутная технология изготовления изделий типа «матриц и пуансонов» проходит по следующим этапам представленных на рисунке 10.
Детали типа «матриц» или «пуансонов» после предварительной механической обработки на механическом участке поставляются на термический участок кузнечно-прессового цеха, где разгружаются при помощи кран-балки на площадку хранения (склад заготовок). Далее эти детали рабочий-термист укладывает на поддон (15 деталей). Поддон с деталями подается кран-балкой на под термической печи № 1, в которой осуществляется нагрев деталей перед закалкой. После нагрева поддон с деталями посредством того же кран-балки подаются в закалочную ванну, где осуществляется охлаждение деталей в масле. После чего, для очистки от масла, детали на поддоне промывают в щелочной ванне. Затем поддон с деталями, при помощи кран-балки, перемещают на под термической печи №2, в которой осуществляется отпуск деталей. После отпуска детали кран балкой перемещают на склад готовой продукции на участке, где детали остывают на воздухе. После чего все детали проходят тщательный контроль качества: визуальный осмотр на отсутствие трещин, забоин, вмятин, окалины; твердость проверяют прибором УЗИТ-3 или прибором ТК-2М.
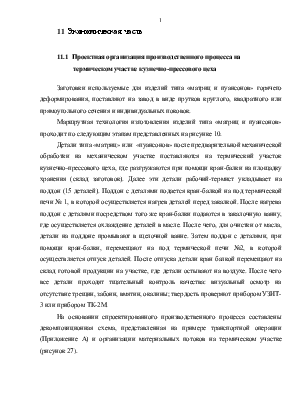
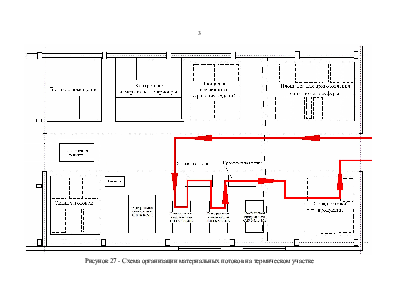
На основании спроектированного производственного процесса составлены декомпозиционная схема, представленная на примере транспортной операции (Приложение А) и организации материальных потоков на термическом участке (рисунок 27).
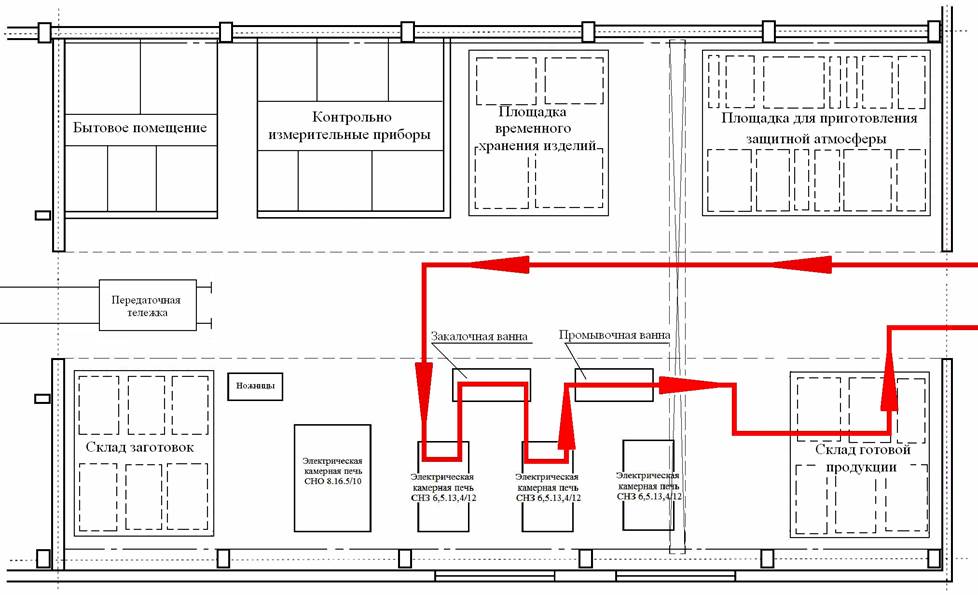
Рисунок 27 - Схема организации материальных потоков на термическом участке
11.1 Разработка производственной программы термического участка
Производственная программа термической обработки деталей представляет собой систему плановых заданий по выпуску продукции, установленной номенклатуры и ассортимента.
Показатели производственной программы планируются на последующий период времени с учетом проведенного анализа фактических результатов работы термического участка кузнечно-прессового цеха по отчетным данным за предыдущие периоды. Разработка нормативной базы этих показателей позволяет использовать их в качестве обоснованной плановой величины. Объем производства продукции в планируемом периоде определяется степенью интенсивного и экстенсивного использования термического оборудования.
11.2.1 Обоснование часовой производительности термического участка
Часовая технически возможная и нормативная производительность термического отделения (как производственной системы) определяется по формуле:
Ртв(н)
= ![]() ;
G = q · n,
кг,
;
G = q · n,
кг, ![]() =
= ![]() ,
ч (100)
,
ч (100)
где ![]() – масса садки, кг ;
– масса садки, кг ;
q – масса одной детали, кг;
![]() – такт работы термического
участка (технически возможный и нормативный), мин;
– такт работы термического
участка (технически возможный и нормативный), мин;
![]() – расходный коэффициент
металла,
– расходный коэффициент
металла, ![]() ;
;
![]() – нормативный коэффициент
использования оборудования.
– нормативный коэффициент
использования оборудования.
Расчёты тактов проводятся по авторской методике разработанной на кафедре экономики и менеджмента совместно с кафедрой МиТОМ СибГИУ.
Расчёт тактов рассматривается на примере окончательной термической обработки изделия – «матрица» для дальнейшего изготовления гайки М20, массой 8 кг.
Процесс термической обработки осуществляется садками изделий.
Единый такт
работы технологической линии (![]() ,
,
![]() )
выбирался из всех тактов работы основного и вспомогательного оборудования на
термическом участке, критерием служили максимальные затраты времени. С этой
целью были определены методом технического нормирования по аналогии
действующего участка следующие технически возможные и нормативные такты
оборудования:
)
выбирался из всех тактов работы основного и вспомогательного оборудования на
термическом участке, критерием служили максимальные затраты времени. С этой
целью были определены методом технического нормирования по аналогии
действующего участка следующие технически возможные и нормативные такты
оборудования:
Такт работы
термического участка определяется из условия: такт работы камерной печи № 1 для
нагрева перед закалкой (![]() ),
такт работы закалочной ванны с маслом (
),
такт работы закалочной ванны с маслом (![]() ),такт
работы промывочной ванны со щелочным раствором (
),такт
работы промывочной ванны со щелочным раствором (![]() ),такт
работы камерной печи № 2 для отпуска (
),такт
работы камерной печи № 2 для отпуска (![]() ).
).
Такт работы технологической линии по термической обработке деталей типа «матриц» определяется из условия:
![]() =
{
=
{![]() }
(101)
}
(101)
Технически возможный такт работы камерной печи № 1 для нагрева деталей перед закалкой состоит из следующих элементов:
Т1
= t1 + ![]() +
t3, ч (102)
+
t3, ч (102)
где t1 – время загрузки садки деталей в камерную печь № 1 кран-балкой;
t2 – время термической обработки садки деталей в камерной печи № 1;
Еп – емкость печи (количество садок), Еп = 1;
t3 – время выгрузки садки деталей из камерной печи № 1 кран-балкой.
Время загрузки садки деталей в камерную печь № 1 кран-балкой состоит из следующих микроэлементов:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.