Высоты промежуточных вытяжек, которые рассчитываются по формуле, приведенной в табл. 49 /I, с. 124-125/.
6. Определяют необходимость прижима при вытяжке. Пределы применениявытяжки с прижимом или без прижима определяют по табл. 47 /I, с. I22/.
7. Рассчитывают усилие первой и последующейвытяжек по формуле
P=PB +Q (3.13)
где PB - усилие вытяжки без прижима,Н. Практические формулы для определения усилий вытяжки без прижима приведены в табл. 72 /I, с. 172/;
Q - усилие прижима, равное Q = g Fпр
g - удельное давление прижима, МПа, значения которого для различных материалов приведены в /I, с. 2I6/,
Fпр - площадь заготовки под прижимом, которая для первой вытяжки рассчитывается по уравнению
Fпр = p/4(D2з – d21 ) (3.I4)
Для второй и последующих вытяжек усилиевытяжки рассчитываются без прижима.
3.5.3.2. Вытяжка цилиндрических деталей с фланцем
При вытяжке цилиндрических деталей с небольшим Сланцем, имеющих отношение размеров Dф /d=1.1¸1.4 при h/d>0.8, на первой операции получают цилиндрическую заготовку без фланца, на промежуточных вытяжках образуют конический фланец, который затем правят на плоскость, как показано на рис.7.
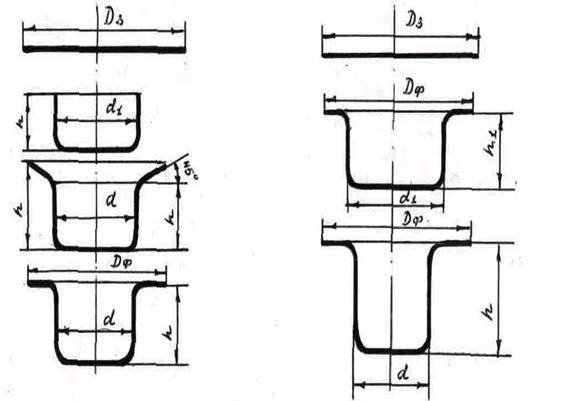
Рис.7. Последовательность Рис, 8. Последовательность вытяжки детали с небольшим вытяжки детали с широким фланцем фланцем
Порядок расчета цилиндрических деталей с небольшим фланцем такойже, что и для цилиндрических деталей без фланца (см. п.3.5.3.1).
При вытяжке деталей с широким фланцем (Dф /d > 1.4), следует соблюдать следующие правила:
в первую операцию вытягивается деталь с заданием по чертежу диаметром фланца (с учетом припуска на обрезку) при допустимых коэффициентах вытяжки;
в последующих операциях производится перераспределение металла вытянутой части заготовки путём увеличения высоты и уменьшения диаметра вытяжки без изменения диаметра фланца, полученного в первой операции, как показано на рис.8. Порядок расчета цилиндрической детали с широким фланцем следующий: рассчитывает относительную толщину заготовки D=S/Dз*100%; находят относительный диаметр фланца DФ /d; рассчитывают относительную глубину вытяжки h/d.
Полученное значение h/d сравнивают с табличным значением относительной глубины первой вытяжки, приведенным в табл. 54 /I, с. 132/. Если рассчитанное значение h/d больше, чем табличное, то данная деталь не может быть вытянута за одну операции.
Находят количество операций вытяжек цилиндрической детали с широким фланцем по формуле
 |
Dз - диаметр плоской заготовки,мм;
m21 - коэффициент первой вытяжки детали с широким фланцем, приведенный в табл.53 /1, с. 162/;
m2 - коэффициент второй вsтяжки, взятый из табл.45 /1, с. 118/.
Уточнение коэффициента последней вытяжки, расчеты операционных размеров (промежуточных диаметров, радиусов сопряжения и промежуточных высот вытяжек), а также расчет усилий первой и последующих вытяжек проводится также, как и для цилиндрических деталейбез фланца (см. п. 3.5.3.1).
3.5.4. Вытяжка квадратных и прямоугольных коробок
Порядок расчета квадратных и прямоугольных коробок следующий: рассчитывают относительную толщину заготовки: для круглых заготовок D=S/Dза *100% ;
для овальных заготовок D= 2S/(L+K)100%;
определяют относительный радиус угловых закруглений RB /B рассчитывают относительную высоту квадратной или прямоугольной коробки H/B. Проверяют возможность вытяжки коробки в одну операцию. Для этого сравнивают рассчитанное значение H/B с табличным значением относительной высоты прямоугольных и квадратных коробок, вытягиваемых в одну операцию, которые представлены в табл. 40 /I, с. I04/. Если рассчитанное значение H/B больше, чем табличное, то это означает, что данную коробку следует вытягивать в несколько операций.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.