Припуск на обрезку фланца для прямоугольных коробок
|
Bср |
25 |
50 |
100 |
150 |
200 |
250 |
300 |
|
Припуск на сторону bпр, мм |
2 |
2,5 |
3 |
4 |
5 |
5,5 |
6 |
Рис.3. Графический способ построения контура заготовки для прямоугольных коробок с фланцеммалой высоты
2. По заданным размерам коробки определяют длину выпрямленной части стенки, включая закругления у дна и припуск на обрезку
 |
 |
вычерчивают контур коробки в плане;
из центров угловых закруглений 0прямыми линиями отделяют угловые участки от прямолинейных;
от границы донного закругления откладывается выпрямленная длина стенки l ;
из центров 0 проводят дуги окружностей радиусом R. ;
проводят касательную к окружности радиуса R под углом 45° относительно боковых сторон заготовки;
углы между касательной и прямыми стенками закругляет радиусом R.
5. Рассчитывают длину и ширину заготовки:
3.3.2. Цилиндрическаяотбортовка с утонением стенок S/S1 <=1,54 под резьбу до М5или гладких отверстий диаметром до 4 мм
Диаметр отверстия под отбортовку (рис.5) рассчитывают по формуле
d=0,45d1
где d1 - внутренний диаметр резьбы,мм.
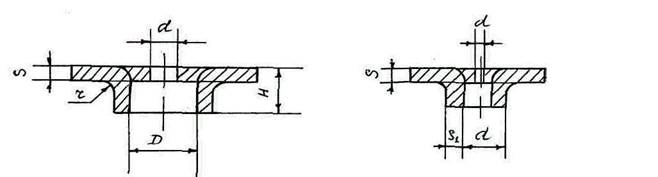 Рис.4 Цилиндрическая отбортовка Рис.5Цилиндрическаябез утонения стенок
отбортовкапод резьбу до М5
Рис.4 Цилиндрическая отбортовка Рис.5Цилиндрическаябез утонения стенок
отбортовкапод резьбу до М5
3.3.3. Цилиндрическая отбортовка полых заготовок с целью .увеличения высоты стенок
Порядок расчета следующий:
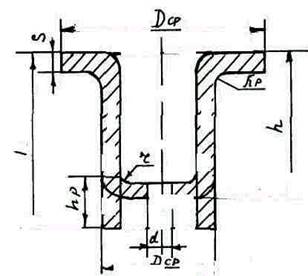 1.Рассчитывают
диаметр отверстия под отбopтoвкy
1.Рассчитывают
диаметр отверстия под отбopтoвкy
d=0,7Dср
где Dср - средний диаметротбортованной части.
2.Находят высоту цилиндрического участка отбортовки
 |
Рис. 6. Цилиндрическая отбортовка где r -радиус сопряжения полых заготовок дна со стенками r = Rф ³ ( 2 ¸ 3 ) S
h = H - hp + r + S
где H - высота готовой детали, мм.
4. Рассчитывают диаметр плоскойзаготовки как для полого цилиндра, (см.п.3.1).
3.4. Раскрой и определение ширины полосы,расчёт коэффициента использования материала
3.4.1. Раскрой полосы
Раскрой - это определенный порядок расположения плоских заготовок на полосе. Наиболее экономичен такой раскрой, при котором отходы материала в виде перемычеки высечек минимальны.
Ocновными видами раскроя являются:
прямой - для деталей простой геометрической формы (прямоугольной, квадратной» круглойи т.п.);
наклонный - для деталей Г-образной формы;
встречный - для деталей Т-, П-, Ш- образной формы;
комбинированный - для двух различных деталей, одинаковых по толщине и марке материала;
многорядный - для деталей небольших размеров в крупно - серийном и массовом производстве;
с вырезкой перемычек - для мелких и узких деталей и две последовательной вытяжки в ленте.
основные, виды раскроя с отходами и безотходного раскроя представлены в табл. 136 и 137 /I, с. 288-290/
Наибольшая величина перемычек между вырубленными заготовками а(а), а также между заготовкамии краем полосы для металлических листов выбирается взависимости от толщины материала по табл, 439 /I, с. 293/.
3.4.2. Определение ширины полосы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.