где В - ширина полой коробки,мм;
Rб - внутреннийрадиус сопряжения боковых стенок коробки,мм;
Rа - внутренний радиус сопряжения дна с боковой стенкой коробки,мм;
h1 - высота полой коробки с припуском на обрезку.
H1=H + DН
Припуск на обрезку прямоугольных и квадратных коробок по высоте назначают в зависимости от отношения высоты коробки к радиусу сопряжения боковых стенок Н/Rб по табл. 2 .Таблица 2
Припуски на обрезку прямоугольных и квадратных коробок
|
Относитель-ная высота Н/Rб |
2,5-6 |
7-17 |
18-44 |
45-100 |
|
Припуск на обрезку |
(0,03-0,05)H |
(0,04-0,06)H |
(0,05-0,08)H |
(0,06-0,1)H |
 Рис.1. Форма и размеры заготовок для
квадратных и прямоугольных коробок с H/B>0,61. 3.2.2.
Для прямоугольных коробок с отношением сторон А:В> 1,15 и относительной
высотой Н/B> 0,6 Форма заготовки - овал (рис.16), размеры которого рассчитывают
по следующим формулам /I/:
Рис.1. Форма и размеры заготовок для
квадратных и прямоугольных коробок с H/B>0,61. 3.2.2.
Для прямоугольных коробок с отношением сторон А:В> 1,15 и относительной
высотой Н/B> 0,6 Форма заготовки - овал (рис.16), размеры которого рассчитывают
по следующим формулам /I/:
 |
RL = 0,5Dза; Rk=0,5K (3.4) где Dза - диаметр круглой заготовки для квадратной коробки со стороной B и высотой H, мм; A,B - длина и ширина прямоугольной полой коробки, мм; L,K -. длина и ширина овала, мм; RL , Rk - радиусы скругления овала, мм. 3.2.3. Для квадратных и прямоугольных коробок при относительной высоте H/B <= 0,6. Форма и размеры заготовки определяются графически, как показано на рис.2.
Расчет и построение заготовки ведут в следующем порядке по средней линии детали:
1. Пo заданным размерам коробки определяют длину отгибаемой части стенок l , включая закругления у дна
l=H1+0,57Ra (3.5)
2. Определяют радиус заготовки в углах, как для вытяжки четверти цилиндрического стаканчика диаметром d и высотой Н1. При равенстве радиусов углового и донного закругления Ra
(3.5)
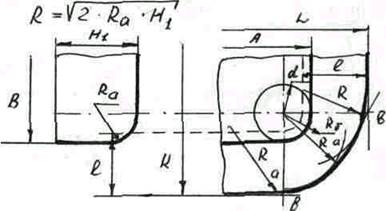
Рис.2. Графический способ построения контура заготовки для коробок малой высоты.
В случае разных радиусов закругления в углах и у дна коробки Rб и Ra
4. Отрезки a,b делят пополам и проводят касательные к окружности радиуса R. .
5. Углы между касательными и прямыми стенками закругляют радиусом L .
6. Рассчитывают длину и ширину заготовки
L=A+2(e-Ra-S); K=B+2(e-Ra-S); (1.8) 3.2.4. Для квадратных и прямоугольных коробок с фланцем при отношении H/B < 0,6 Форма и размеры заготовки определяются графически, как показано на рис.3. Расчет и построение заготовки ведут в следующем порядке:
I. Назначают припуск на обрезку фланца в зависимости от ширины коробки с фланцем Bср по табл.3. Таблица 3
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.