










Утверждаю:
Научно Технический директор
техническое __________
управление “__”____________2001г
Название НИР: Разработка технологии производства высококачественных марок сталей по контракту №65 ek01/331 спецификация №4 с фирмой Stemcor.
Основание для НИР: Расширение сортамента выплавляемых марок стали в ЭСПЦ-1.
Цель работы: Получение высококачественных марок сталей с низким содержанием серы и азота в ЭСПЦ-1.
Жлобин
2001г
Технические требования на поставку катанки в Мексику.
По условиям контракта необходимо было поставить 7000т катанки диаметром 6,5мм отвечающая следующими требованиям:
Таблица 1 Марка стали 1008 IQ со следующим химическим составом, % масс:
|
C |
Mn |
Si |
P |
S |
Cu |
Cr |
Ni |
Mo |
Sn |
Al |
|
mах 0,10 |
0,30 0,50 |
mах 0,15 |
Mах 0,040 |
mах 0,040 |
mах 0,30 |
Mах 0,30 |
mах 0,30 |
mах 0,030 |
mах 0,030 |
mах 0,005 |
Размеры и допуски:
- диаметр 6,5мм;
- допуски на размер ±0,30мм;
- овальность: максимум 0,5мм.
Механические свойства:
- предел текучести не оговаривается.
- предел прочности максимум 450м/мм2
- относительное удлинение не менее 35%
Испытания на механические свойства должны проводится – по ASTM A 370.
Качество поверхности:
На поверхности катанки не должно быть раскатанных трещин, прокатных плен, рванин, закатов, усов и раскатанных загрязнении. Допускаются опечатки, рябизна, риски глубиной не более 0,15мм.
Ржавчина: легкая атмосферная ржавчина допускается.
Поверхностная окалина (вес): максимум 1,5% от общего веса.
Глубина обезуглероженного слоя: не регламентируется и не контролируется.
Неметаллические включения: не регламентируются и не контролируются.
Величена зерна: в пределах 5-8 баллов по шкале ASTM E 112.
Выплавка и внепечная обработка стали
В соответствии с НИР СО 2-2001 7.07.01 в ЭСПЦ-1 выплавлено 5 плавок стали марки1008. Сталь выплавлялась на ДСП-2 и разливалась на МНЛЗ-1.
В металлошихте использовался углеродистый лом 2 А, 3А (105 т) и штамповка «ВАЗ» (20 т).
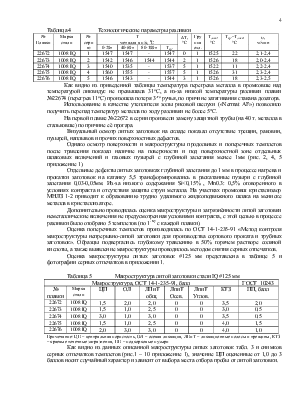
Технологические параметры выплавки представлены в таблице 2
Технологические параметры выплавки стали.
|
№ плавки |
Шихта, т |
Время плавки, мин |
Удельный расход на тонну годной стали |
Вес стали, т |
||||
|
Общее |
под током |
эл.энергии, кВтч/.т |
известь. кг/т |
Кислород дутья, м3/т |
жидкой |
Годной |
||
|
22672 |
125 |
107 |
59 |
554 |
60,7 |
11,8 |
112,5 |
105,1 |
|
22673 |
125 |
78 |
54 |
480 |
61,9 |
11,7 |
114,6 |
112,2 |
|
22674 |
125 |
90 |
53 |
501 |
55,6 |
12,9 |
110,7 |
106,5 |
|
22675 |
125 |
87 |
59 |
534 |
62,6 |
12,2 |
112,5 |
107,9 |
|
22676 |
125 |
79 |
53 |
522 |
70,8 |
12,3 |
110,5 |
100,8 |
|
Средн. |
125 |
88 |
56 |
518 |
62,3 |
12,2 |
112,2 |
106,5 |
При производстве опытных плавок удельный расход электроэнергии в среднем составил 518 кВтч/т (норматив 511 кВтч), извести 62,3 кг/т (норматив 52 кг/т).
Длительность плавки под током изменялась в пределах 53-59 мин и в среднем составила 56 мин.
Выпуск плавок осуществлялся при содержании углерода 0.06-0.09 %, содержании серы 0,030-0,040% и температуре 1671-1714 0С. В процессе выпуска в стальковше наводился шлак присадками плавикового шпата (на дно стальковша) в количестве 100-150 кг, извести (под струю) в количестве 350-600 кг, алюмокорундовой смеси в количестве 60-120 кг. Алюмокорундовая смесь присаживалась на плавках 22672,22673 на дно стальковша, на плавках 22674-22676 после выпуска на шлак.
При выпуске металл раскисляли ферросилицием 65 , силикомарганцем и алюминием. После доведения по химическому составу присаживалась, феррокальциевая проволока в количестве 200-300 м, металл продувался аргоном и утеплялся, керамзитом. Содержание алюминия в готовой стали на всех плавках составило не более 0,004 %.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.