Для поверхности 8:
n обточка однократная ![]()
Для поверхности 9:
n фрезерование торцевое черновое ![]()
Для поверхности 10:
n сверление ![]()
n нарезание резьбы метчиком ![]()
Среднее штучное
время при обработке поверхностей заданной детали ![]()
Такт выпуска при заданной годовой программе и односменной работе
![]()
Коэффициент серийности в этих условиях равен
![]()
Полученное значение коэффициента серийности говорит о том, что тип производства характеризуется как крупносерийный
П Р И Л О Ж Е Н И Е 1
ПРИМЕРЫ ОФОРМЛЕНИЯ ОПЕРАЦИОННЫХ ЭСКИЗОВ
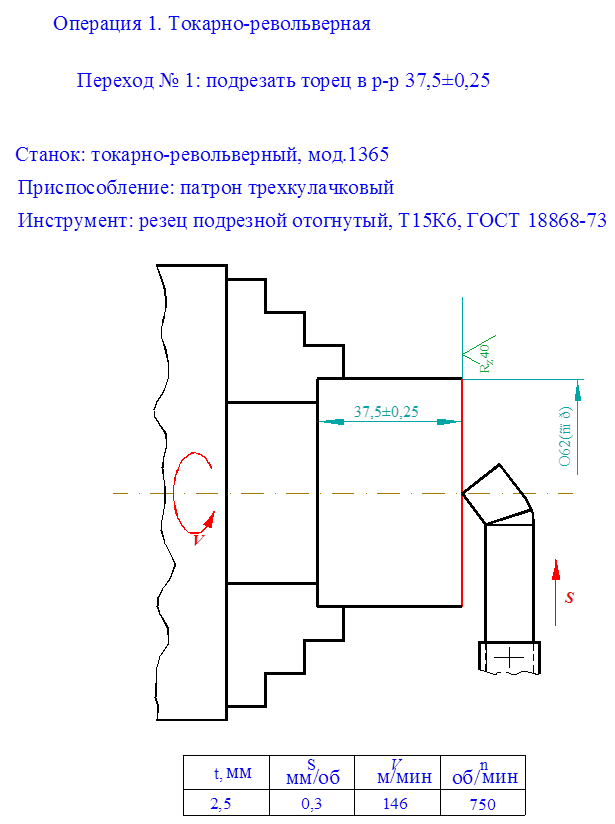
Рис.П.1.1. Эскиз токарной операции (переход подрезания торца)
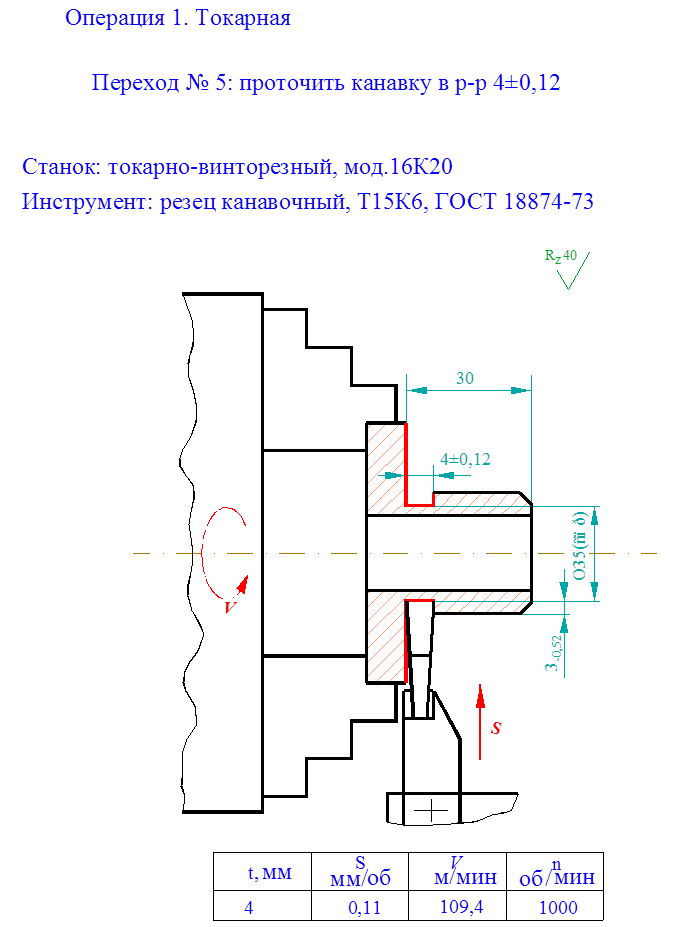
Рис.П.1.2. Эскиз токарной операции (переход прорезания канавки)
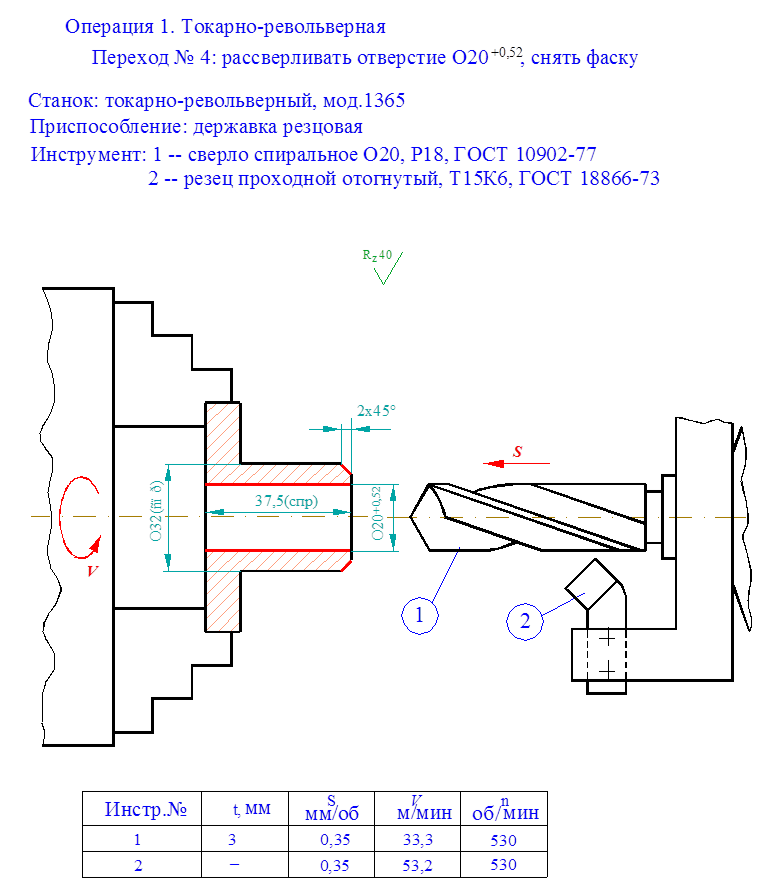
Рис.П.1.3. Эскиз токарно-револьверной операции
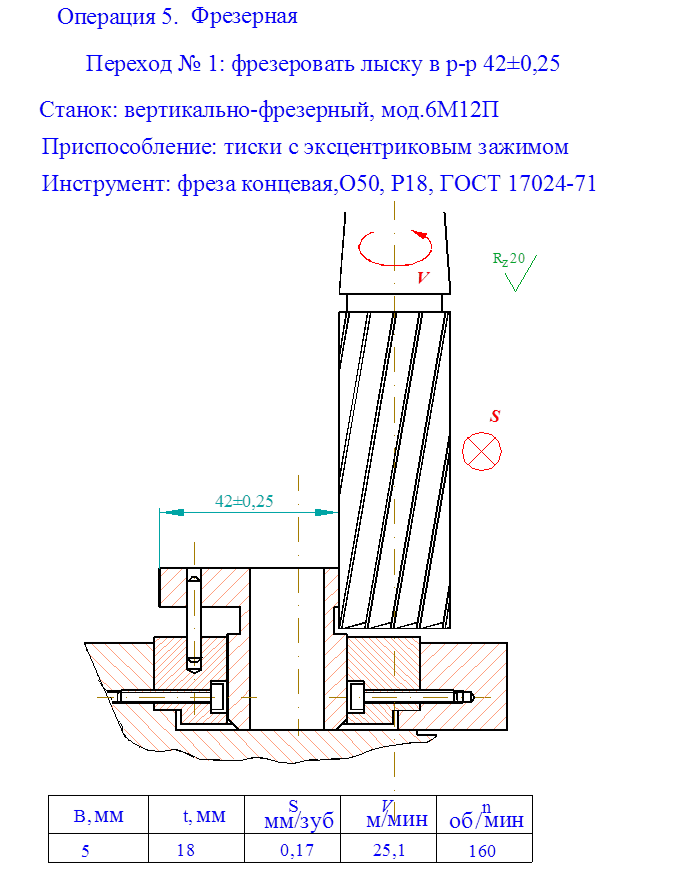
Рис.П.1.4. Эскиз фрезерной операции
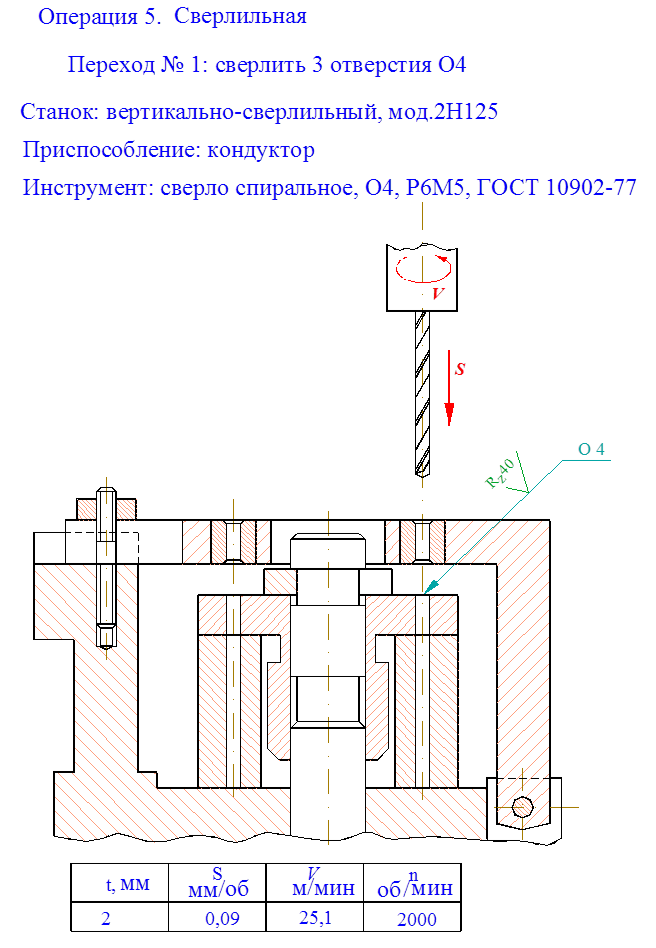
Рис.П.1.5. Эскиз сверлильной операции
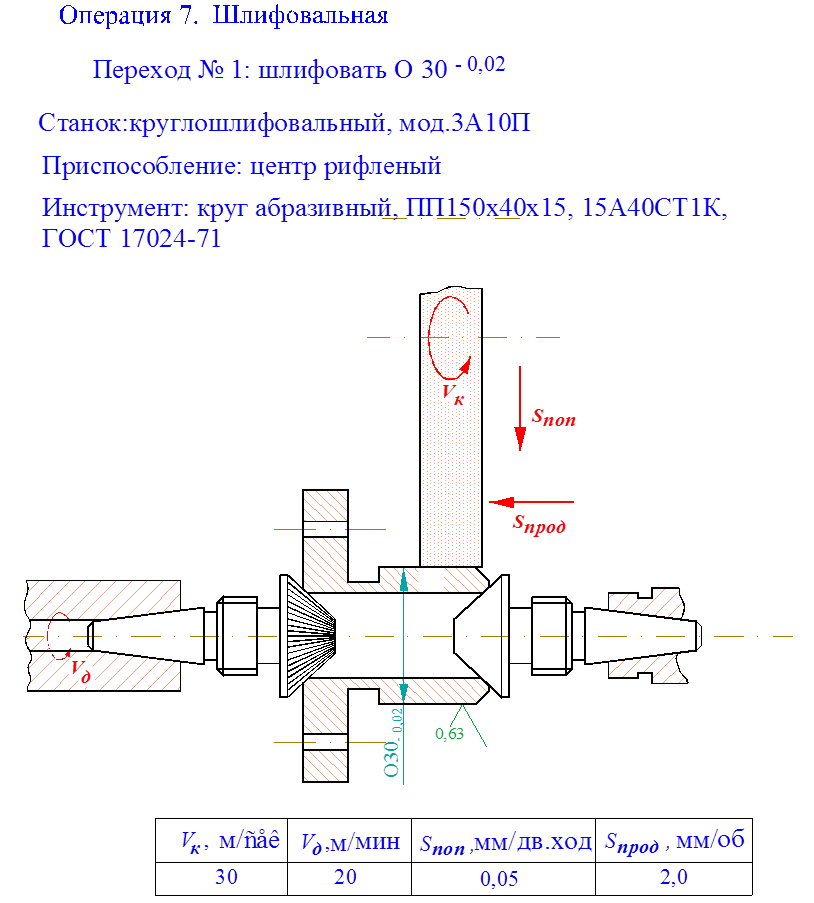
Рис.П.1.6. Эскиз круглошлифовальной операции
П Р И Л О Ж Е Н И Е 2
СПРАВОЧНЫЕ ДАННЫЕ ДЛЯ НАЗНАЧЕНИЯ ПРИПУСКОВ
НА ПОВЕРХНОСТЯХ ЗАГОТОВОК
Т а б л и ц а П.2.1
Припуски и допуски на литые заготовки из серого чугуна
|
Наибольший габаритный размер детали, мм |
Класс точности |
Номинальный рассматриваемый размер, мм |
|||
|
до 50 |
50—120 |
120—260 |
260—500 |
||
|
До 120 120—260 260—500 |
1-й |
2,0 ± 0,2 2,0 ± 0,3 2,5 ± 0,4 |
2,0 ± 0,3 2,5 ± 0,4 3,0 ± 0,6 |
— 2,5 ± 0,6 3,5 ± 0,8 |
— — 3,5 ±1,0 |
|
До 120 120—260 260—500 |
2-й |
2,5 ± 0,5 3,0 ± 0,5 3,5 ± 0,8 |
3,0 ± 0,8 3,5 ± 0,8 4,0 ± 1,0 |
— 4,0 ± 1,0 4,5 ± 1,2 |
— — 5,0 ± 1,5 |
|
До 120 120—260 260—500 |
3-й |
3,5 ± 1,0 4,0 ± 1,0 4,5 ± 1,0 |
3,5 ± 1,5 4,0 ± 1,5 4,5 ± 1,5 |
— 4,5 ± 2,0 5,0 ± 2,0 |
— — 6,0 ± 2,5 |
Т а б л и ц а П.2.2
Припуски и допуски на фасонное стальное литье
|
Наибольший габаритный размер детали, мм |
Класс точности |
Номинальный рассматриваемый размер, мм |
|||
|
до 50 |
50—120 |
120—260 |
260—500 |
||
|
До 120 120—260 260—500 |
1-й |
3,0 ± 0,2 3,0 ± 0,3 3,0 ± 0,4 |
3,0 ± 0,3 3,0 ± 0,4 3,0 ± 0,6 |
— 3,5 ± 0,6 4,0 ± 0,8 |
— — 4,0 ± 1,0 |
|
До 120 120—260 260—500 |
2-й |
4,0 ± 0,5 4,0 ± 0,5 5,0 ± 0,8 |
4,0 ± 0,8 4,0 ± 0,8 5,0 ± 1,0 |
— 4,0 ± 1,0 5,0 ± 1,2 |
— — 6,0 ± 1,5 |
|
До 120 120—260 260—500 |
3-й |
4,0 ± 1,0 4,0 ± 1,0 5,0 ± 1,0 |
4,0 ± 1,5 4,0 ± 1,5 5,0 ± 1,5 |
— 5,0 ± 2,0 6,0 ± 2,0 |
— — 6,0 ± 2,5 |
Т а б л и ц а П.2.3
Припуски на литые заготовки из цветных сплавов
|
Наибольший размер отливок, мм |
Методы литья |
|||
|
В песчаную форму |
В кокиль и оболочку |
По выплавляемым моделям |
Под давлением |
|
|
До 10 10—50 50—120 120—260 260—500 |
1,5 2,0 3,0 3,5 4,5 |
1,0 1,5 2,0 2,5 4,0 |
0,8 1,4 1,7 2,0 3,5 |
0,5 0,6 0,8 1,0 1,2 |
Т а б л и ц а П.2.4
Припуски при обработке деталей из проката
|
Диаметр вала, мм |
Горячекатанная сталь |
Калиброванная холоднотянутая сталь |
||||
|
Отношение длины к диаметру |
||||||
|
до 8 |
8 – 12 |
12 – 20 |
до 8 |
8 – 12 |
12 – 20 |
|
|
До 20 20 – 45 свыше 45 |
2 3 5 |
3 5 7 |
4 6 10 |
0,8 1,5 2 |
1,5 2 3 |
2 3 4 |
|
Примечание: для цветных металлов и сплавов табличные значения Умножить на коэффициент 0,8 – 0,85. |
||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.