![]()
![]()
Обоснование выбора заготовки по минимуму приведенных затрат при различных вариантах технологического маршрута изготовления детали
В тех случаях, когда расчет стоимости заготовок, получаемых разными методами, дает сопоставимые результаты, возникает необходимость учета формы заготовки и состояния ее поверхностей на трудозатраты при дальнейшем изготовлении из этих заготовок заданных деталей. Это достигается путем расчета затрат, приведенных к единице продукции при рассмотрении нескольких вариантов технологических маршрутов, существенной причиной различия которых является принятая заготовка.
Часовые приведенные затраты при работе на одном рабочем месте можно рассчитать по следующей формуле:
![]() [коп./ч.]
[коп./ч.]
где Сз – основная и дополнительная зарплата с начислениями
 [коп./ч.]
[коп./ч.]
где ![]() -- коэффициент, учитывающий
надбавки и начисления к зарплате, обычно
-- коэффициент, учитывающий
надбавки и начисления к зарплате, обычно ![]() ;
;
![]() -- часовая тарифная ставка
сдельщика-станочника соответствующего разряда, коп./ч.; в условиях серийных
производств при работе на налаженном оборудовании квалификация обслуживающего
персонала чаще всего соответствует 2-му разряду,
-- часовая тарифная ставка
сдельщика-станочника соответствующего разряда, коп./ч.; в условиях серийных
производств при работе на налаженном оборудовании квалификация обслуживающего
персонала чаще всего соответствует 2-му разряду, ![]() ;
k – коэффициент, учитывающий зарплату
наладчика при работе на станках, требующих сложной настройки (револьверных,
агрегатных, автоматах и полуавтоматах). Коэффициент k=1, если наладчика не требуется, для среднесерийного производства k=1,1 , для крупносерийного k=1,4; М – количество станков, обслуживаемых одним рабочим (см.
табл.П.4.1);
;
k – коэффициент, учитывающий зарплату
наладчика при работе на станках, требующих сложной настройки (револьверных,
агрегатных, автоматах и полуавтоматах). Коэффициент k=1, если наладчика не требуется, для среднесерийного производства k=1,1 , для крупносерийного k=1,4; М – количество станков, обслуживаемых одним рабочим (см.
табл.П.4.1); ![]() -- часовые затраты на
эксплуатацию рабочего места
-- часовые затраты на
эксплуатацию рабочего места
![]()
Здесь ![]() -- часовые затраты на базовом
рабочем месте, для крупносерийных и массовых производств
-- часовые затраты на базовом
рабочем месте, для крупносерийных и массовых производств ![]() , для мелко- и среднесерийных
производств
, для мелко- и среднесерийных
производств ![]() ;
; ![]() --
коэффициент, учитывающий увеличение затрат на данном станке по сравнению с
базовым (см. табл. П.4.3) ;
--
коэффициент, учитывающий увеличение затрат на данном станке по сравнению с
базовым (см. табл. П.4.3) ; ![]() --
нормативный коэффициент экономической эффективности капитальных вложений (в
машиностроении
--
нормативный коэффициент экономической эффективности капитальных вложений (в
машиностроении ![]() );
);
![]() -- капитальные вложения в станок
-- капитальные вложения в станок
![]()
где ![]() -- балансовая стоимость станка,
руб. (см. табл.П.4.4);
-- балансовая стоимость станка,
руб. (см. табл.П.4.4); ![]() --
действительный годовой фонд времени работы станка;
--
действительный годовой фонд времени работы станка; ![]() ч.
для односменной работы,
ч.
для односменной работы, ![]() ч. – для
двухсменной работы;
ч. – для
двухсменной работы; ![]() -- коэффициент
загрузки станка (в мелкосерийном производстве
-- коэффициент
загрузки станка (в мелкосерийном производстве ![]() ;
в крупносерийном --
;
в крупносерийном -- ![]() ; в массовом --
; в массовом -- ![]() );
);
![]() -- капитальные вложения в здание
-- капитальные вложения в здание
![]() , где
, где ![]() -- производственная площадь,
занимаемая станком с учетом проходов, проездов и т.п.
-- производственная площадь,
занимаемая станком с учетом проходов, проездов и т.п.
![]() , где
, где ![]() --
производственная площадь, занимаемая станком, м2 (см. габариты
станков в табл.П.4.4);
--
производственная площадь, занимаемая станком, м2 (см. габариты
станков в табл.П.4.4); ![]() -- коэффициент,
учитывающий дополнительную производственную площадь на проходы, проезды и т.п.
(см. табл.П.4.2).
-- коэффициент,
учитывающий дополнительную производственную площадь на проходы, проезды и т.п.
(см. табл.П.4.2).
Стоимость механической обработки на рассматриваемой операции
![]() коп.
коп.
Стоимость изготовления детали с учетом стоимости заготовки
![]() .
.
Величина приведенной годовой экономии – экономический эффект на заданную годовую программу выпуска
 [руб.] , где
[руб.] , где ![]() и
и
![]() -- стоимость детали сравниваемых
вариантов технологических маршрутов изготовления, коп.; N –годовая программа выпуска деталей, шт.
-- стоимость детали сравниваемых
вариантов технологических маршрутов изготовления, коп.; N –годовая программа выпуска деталей, шт.
Рассмотрим на примере случай, когда для окончательного выбора метода получения заготовки необходимо производить расчет по минимуму приведенных затрат с анализом различных вариантов технологического маршрута изготовления детали.
Пример 5. Для детали, изображенной на рис.6, произвести выбор метода получения заготовки с обоснованием его по минимуму приведенных затрат и определением сравнительного годового экономического эффекта.
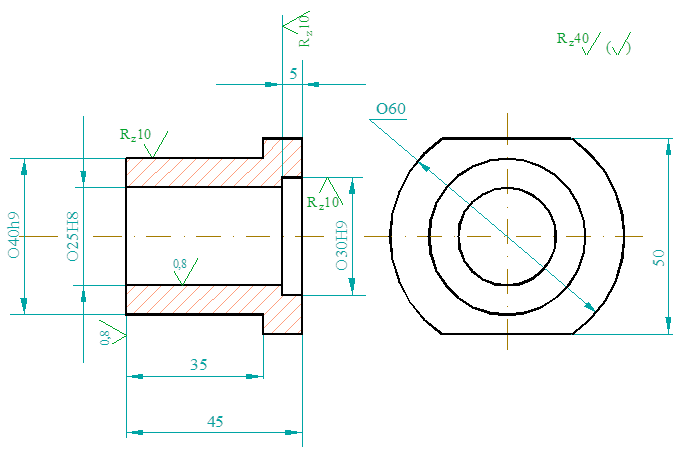
Рис.6. Заданный рабочий чертеж детали “втулка”; материал – сталь 12ХН3А.
Для детали, изображенной на рис.6, рассмотрим два возможных варианта получения заготовки: в виде круглого горячекатаного прутка и в виде штамповки, получаемой на горизонтально-ковочной машине. Исходя из анализа условий эксплуатации и требований, предъявляемых к деталям, рабочий чертеж может быть переработан с учетом метода получения заготовки и расположения припусков для механической обработки. На рис.7 показан пример оформления чертежа и конфигурация заготовки (штрих пунктирной линией) для случая, когда все поверхности детали обрабатываются лезвийным инструментом, а заготовка представляет собой горячекатаный пруток.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.