Масса этой заготовки равна
![]() , где
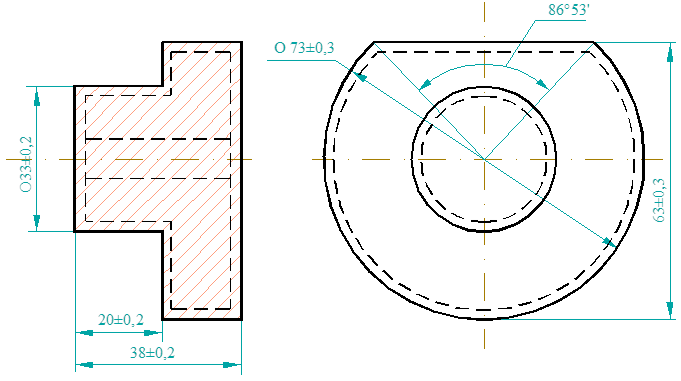
, где ![]() -- масса цилиндра Ø33 мм длиной 20 мм,
-- масса цилиндра Ø33 мм длиной 20 мм,
![]() -- масса цилиндра Ø73 мм длиной
18 мм,
-- масса цилиндра Ø73 мм длиной
18 мм,
![]() -- масса материала, срезанного с
цилиндра Ø73 мм в виде сегмента. Выполнив расчеты по определению этих
элементарных составляющих заготовки, найдем, что масса заготовки в этом
случае
-- масса материала, срезанного с
цилиндра Ø73 мм в виде сегмента. Выполнив расчеты по определению этих
элементарных составляющих заготовки, найдем, что масса заготовки в этом
случае ![]() .
.
По табл. П.2.6 для случая выполнения заготовки в виде поковки находим значения припусков на размеры выполняемой детали, которые позволяют разработать эскиз поковки, изображенный на рис.5. Лыску в размер 60 (см. рис.1) на поковке делать нецелесообразно, так как это усложняет конструкцию штампа.
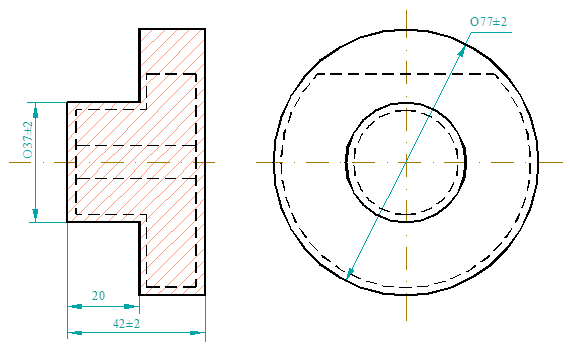
Масса заготовки для этого случая,
подсчитанная аналогично предыдущим, составит ![]()
Определение стоимости заготовок, полученных различными способами
Если деталь изготавливается из проката, затраты на заготовку определяются по ее массе и массе сдаваемой стружки
![]() , где М – масса заготовки, кг; Si – цена 1 кг материала заготовки, руб; m – масса готовой детали, кг; Sотх – цена
1 т отходов, руб.
, где М – масса заготовки, кг; Si – цена 1 кг материала заготовки, руб; m – масса готовой детали, кг; Sотх – цена
1 т отходов, руб.
Стоимость заготовок, получаемых методами литья в обычные земляные формы и кокили, по выплавляемым моделям, под давлением, горячей штамповкой на молотах, прессах и горизонтально-ковочных машинах, можно с достаточной точностью определить по формуле:
![]() , где Сi – базовая стоимость 1 т заготовок, руб.; kTi , kCi , kbi , kMi , kni – коэффициенты, зависящие от класса
точности, группы сложности, массы, марки материала и объема производства.
Числовые значения этих коэффициентов для некоторых случаев обоснования выбора
заготовки можно найти в приложении 3 (более подробно см. в литературе [1, 4] ).
, где Сi – базовая стоимость 1 т заготовок, руб.; kTi , kCi , kbi , kMi , kni – коэффициенты, зависящие от класса
точности, группы сложности, массы, марки материала и объема производства.
Числовые значения этих коэффициентов для некоторых случаев обоснования выбора
заготовки можно найти в приложении 3 (более подробно см. в литературе [1, 4] ).
Экономический эффект для сопоставления способов получения заготовок, при которых технологический процесс механической обработки не меняется, может быть рассчитан по формуле
![]() , где
, где ![]() ,
,
![]() -- стоимость сопоставляемых
заготовок, руб., N – годовая программа, шт.
-- стоимость сопоставляемых
заготовок, руб., N – годовая программа, шт.
Рассмотрим на примере порядок расчета стоимости заготовок и пользования таблицами приложения 3.
Пример 4. Для детали выбрать путем сопоставления стоимости наиболее рациональный метод получения заготовки. Деталь выполняется из стали 45, годовая программа выпуска 50000 шт. (см.рис.1).
Выше, в примере 3, были рассмотрены три варианта получения заготовки различными методами: в виде отрезка прутка горячекатаного проката, отливки и штамповки. Были определены форма и размеры заготовок и рассчитаны их массы.
Масса детали, при расчете которой можно
пренебречь мелкими резьбовыми отверстиями и фасками, ![]() .
.
Для первого варианта стоимость материала
заготовки согласно данным табд.П.3.1. равна ![]() .
Стоимость отходов при механической обработке стружки согласно табл.П.3.2 для
всех вариантов заготовок одинакова и равна
.
Стоимость отходов при механической обработке стружки согласно табл.П.3.2 для
всех вариантов заготовок одинакова и равна ![]() .
.
Таким образом, стоимость одной заготовки
по первому варианту равна![]()
![]() .
.
Базовая стоимость деталей Ci для второго и третьего вариантов равна согласно табл.П.3.3
![]() ;
;
![]() .
.
Уточнив по табл.П.3.4 по назначенным допускам класс точности заготовки (во втором варианте 1-й класс, а в третьем можно принять 2-й класс точности) по табл.П.3.5 находим значения
![]() ;
;
![]() .
.
Установив по табл.П.3.6 группу сложности деталей (в обоих рассматриваемых вариантах -- 2-я группа сложности) по табл.П.3.7 находим значения
![]() ;
;
![]() .
.
Значение коэффициента массы материала kbi определяется по табл.П.3.8
![]()
![]()
Значение коэффициента марки материала kMi определяется по табл.П.3.9
![]() ,
,
![]() .
.
Значение коэффициента объема производства kni определяется по табл.П.3.10 и П.3.11
![]() ;
;
![]() .
.
Таким образом, стоимость заготовки, получаемой методом литья по выплавляемым моделям, равна

Стоимость заготовки, полученной методом штамповки, равна

Сравнивая стоимости заготовок, получаемых тремя рассматриваемыми методами, можно видеть, что для заданной детали наименьшую стоимость имеет заготовка в виде куска прутка из горячекатаного проката. Использование такой заготовки по сравнению с отливкой дает в год экономический эффект
![]()
а по сравнению со штамповкой
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.