УДК 621.791.65.03 (035.5)
Сварочные трансформаторы и преобразователи; Методические указания к выполнению лабораторных работ по курсу "Источники питания сварочной дуги" / Сост. В.Н.Комельков - Комсомольск-на-Амуре: Комсомольский-на-амуре политех, ин-т, 2007. • 39 с.
Приведены общие сведения и методические указания по изучению конструкции, технических характеристик, принципа работы и регулирования параметров наиболее распространенных общепромышленных сварочных трансформаторов и преобразователей.
Методические указания предназначены для студентов всех форм обучения по специальности 12.05 "Оборудование и технология сварочного производства”.
ОБЩИЕ СВЕДЕНИЯ
Дуговая сварка является ведущим промышленным способом сварки плавлением по числу действующих постов и объему выпускаемой продукции. При дуговой сварке для нагрева и плавления металла используется энергия электрического дугового разряда, возбуждаемого и поддерживаемого в промежутке между электродом и изделием. Необходимую для этого энергию генерирует источник питания сварочной дуги.
В зависимости от назначения различают общепромышленные и специальные источники питания дуги. Последние, как правило, используются для сварки цветных металлов и их сплавов.
По роду сварочного тока общепромышленные источники питания делят на источники переменного и постоянного тока. К первым относятся сварочные трансформаторы, в качестве источников постоянного тока используются сварочные выпрямители и машинные источники питания дуги. Из машинных источников наибольшее распространение получили сварочные преобразователи и агрегаты.
Свойства источника питания дуги определяются его внешними статическими и динамическими характеристиками. Под статической внешней характеристикой источника понимают зависимость напряжения на его выходных зажимах от тока нагрузки Uи=f(Iи). Напряжение на зажимах источника при разомкнутой сварочной цепи называется напряжением холостого хода Uxx. В режиме короткого замыкания напряжение па выходе источника практически равно нулю, а ток равен току короткого замыкания Iкз.
Уравнение внешней характеристики источника, питания в общем виде описывается уравнением:
Uи =Uхх - Iи-Rи (1)
где Rи - внутреннее сопротивление источника питания.
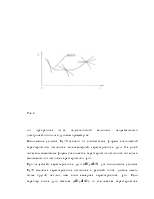
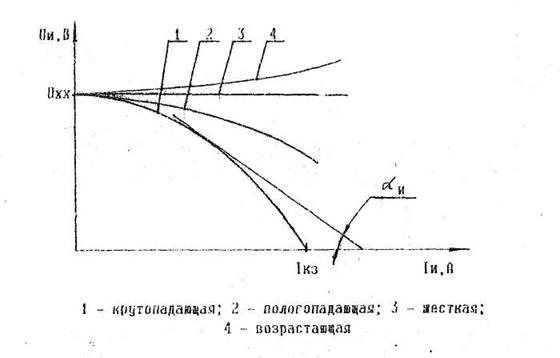
Внешняя статическая характеристика источника питания дуги (рис.1) может быть крутопадающей, жесткой или возрастающей. Зачастую под жесткой подразумевается также и пологопадающая внешняя характеристика. В большинстве случаев внешние характеристики источников питания являются нелинейными, поэтому вводят понятие
Виды внешних характеристик источников питания
|
|
дифференциального сопротивления источника Rdи, которое представляет собой частную производную напряжения по току в данной точке статической характеристики. Геометрически Rdи соответствует тангенсу угла между касательной, проведенной к внешней статической характеристике через данную точку, и осью токов (рис.1)
Rdи = dUи/dIи = tgαи (2)
При падающей характеристике Rdи<0, при жесткой - Rdи=0. при „возраставшей Rdи>0.
Устойчивость горения дуги при сварке во многом зависит от правильного выбора источника питания. Требования к виду внешних характеристик источника определяются такими технологическими особенностями процесса сварки, как среда в которой горит дуга, тип электрода (плавящийся, неплавящийся), способ стабилизации режима.
(саморегулирование или принудительное регулирование напряжения на дуге), степень механизации (ручная, механизированная или автоматическая сварка) и т.д. Работа энергетической системы источник питания-сварочная дуга будет протекать устойчиво, если источник обеспечивает генерирование энергии с параметрами, соответствующими параметрам дуги, т.е. должно выполняться условие:
Uи = Uд = U; Iи = Iд = I (3)
где Uд,Iд- соответственно напряжение и ток дуги;
U.I - соответственно напряжение и ток в рабочем режиме.
Сварочная дуга в процессе работы подвергается действий ряда дестабилизирующих факторов, связанных с изменением длины дуги, свойств газа в межэлектродном промежутке, условий охлаждения, перемещением электрода, случайными магнитными нолями и др., обусловливающих изменение режима сварки (тока и напряжения на дуге). Под устойчивостью энергетической системы источник питания-сварочная дуга понимается способность системы достаточно быстро восстанавливать режим сварки при случайных его отклонениях.
Определив условие устойчивости энергетической системы источник питания-сварочная дуга на примере электрических процессов пpи сварке неплавящимся электродом от источника постоянного тока к индуктивности сварочной цепи L.
Без учета динамических свойств дуги и источника питания условие устойчивости энергетической системы можно описать выражением
Uи(I) = Uд(I) + L*dI/dt (4)
где L'dl/dt.- ЭДС самоиндукции сварочной цепи.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.