При падающей характеристике дуги (dUд/dI<0) для выполнения условия Ку>0 внешняя характеристика источника в рабочей точке должна иметь более крутой наклон, чем вольт-амперная характеристика дуги. Если характер стыка дуги жёсткая (dUд/dI=O), то статическая характеристика источника может быть крутопадающей или пологопадающей. При возрастающей характеристике дуги(dUд/dI>O) для обеспечения устойчивости системы источник может иметь крутопадающую, пологопадающую, жёсткую и даже возрастающую статическую характеристику, но в последнем случае при условии, что Rдд > Rди.
1 •' Ж;
Выражение (10) показывает также, что устойчивость дуги тем больше, чем больше индуктивность сварочного контура L.
Выполнение условия устойчивости энергетической системы (Ку>0) необходимо, но не достаточно для стабильного горения дуги в реальных условиях. На выбор вида статической характеристики источника оказывают влияние технологические особенности процесса, и, в частности, способ сварки и свойства устройства, осуществляющего подачу электродной проволоки (постоянная или зависимая от режима скорость подачи проволоки).
При ручной дуговой сварке покрытыми и вольфрамовыми электродами, характеризующейся падающей вольтамперной характеристикой дуги, происходит изменение длины дуги, связанное с квалификацией сварщика. Колебания длины дуги приводят к изменению сварочного тока и, как следствие, к изменению геометрических размеров сварного шва. Поэтому для уменьшения колебаний тока при ручной сварке применяются источники с крутопадающими характеристиками.
При механизированной и автоматической сварке под флюсом и в среде углекислого газа характеристика сварочной дуги, как правило, возрастающая, поэтому для питания дуги принципиально пригодны источники с падающими, жёсткими или возрастающими статическими характеристиками. Последним свойственны большие изменения тока при колебаниях длины дуги, в связи, с чем они находят ограниченное применение. При сварке в углекислом газе и при сварке под флюсом на автоматах с постоянной скоростью подачи проволоки используются источники питания с жесткими или пологопадающими статическими характеристиками. При сварке под флюсом на автоматах с зависимой от напряжения на дуге скоростью подачи электродной проволоки применяются источники питания с круто - или пологопадающими статическими характеристиками.
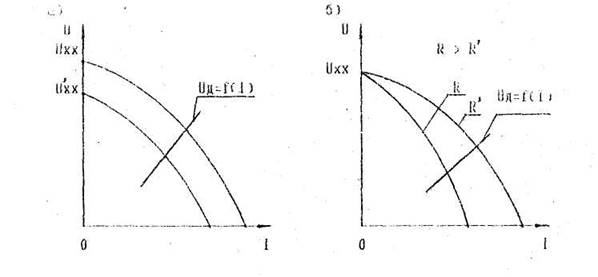
Каждый источник питания дуги имеет устройства, обеспечивавшие его настройку на необходимые параметры сварки (сварочный. ток I и напряжение на дуге Uд). Анализ выражения (1) показывает, что настройку источника на режим можно производить за счет изменения напряжения холостого хода Uxx (рис.4,а) или внутреннего сопротивления Rи (рис,4,б). С целью расширения диапазона регулирования режимов источника питания применяют также и комбинированный способ
Способы регулирования источников питания дуги
|
|
|
|
Рис. 4
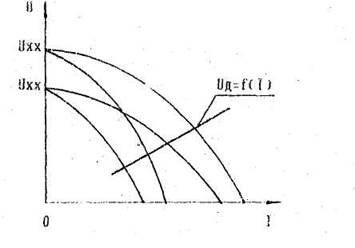
Регулирования (рис.4.в). При этом весь диапазон настройки разбивают на несколько ступеней, каждая из которых различается напряжением холостого хода. В пределах ступени настройка на режим производится изменением внутреннего сопротивления источника.
Любой источник питания рассчитан на определенную нагрузку (ток, напряжение, мощность) и режим работы, называемые номинальными, при которых он работает, не перегреваясь.
Процесс сварки, как правило, состоит из ряда повторявшихся циклов, в которых рабочий период чередуется с паузой, связанной со сменой электрода, настройкой автомата, сборкой деталей под сварку и т.д. Для источников питания дуги установлены три режима работы: продолжительный, перемежающийся и повторно-кратковременный. В продолжительном режиме работ» источник работает под нагрузкой продолжительное время. Такой режим характерен для автоматической сварки (рuc.5.a). Перемежающийся режим отличается от продолжительного тем, что источник, постоянно включенный в сеть, периодически подключается к нагрузке (рис.5,б). Время работы под нагрузкой tн чередуется со временем работы на холостом ходу tx.Характеристикой перемежающего режима роботы является относительная продолжительность нагрузки, %
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.