ПН = tн/tц*100 =tн/tн+tx*100 (12)
где tц - время цикла работы источника питания.
Перемежающийся режим работы характерен для ручной дуговой сварки.
Режимы работы источников питания дуги
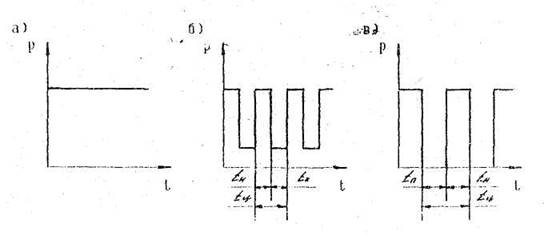
Рис.5
Повторно-кратковременный режим работа (рис.5,в) отличается от перемежающегося тем, что источник не работает на холостом ходу, а отключается от сети во время пауз в работе. Этот режим характеризуется относительной продолжительностью включения, %
ПН = tн/tц*100 = tн/tн+tx*100 (13)
Длительность цикла работы источников, предназначенных для ручной дуговой сварки и имеющих перемежающийся или повторно-кратковременный режимы, принята равной 5 мин, а источников для механизированной дуговой сварки и универсальных - 10 мин.
Поминальный ток источника Iн всегда сказан с режимом работы, на который рассчитан источник. Если источник питания в конкретных условиях будет работать при других значениях ПH или ПВ, чем указано в его паспорте, то необходимо произвести перерасчет величины рабочего тока Iр но одной из формул:
Ip = Iн*ПНн/ПНр (12)
Ip = Iн*ПВн/ПВр (13)
где ПВн,ПНр - соответственно номинальное и рабочее значения относительной продолжительности нагрузки;
ПВн. ПВр - соответственно номинальное и рабочее значения относительной продолвительности включения.
Для современных общепромышленных источников питания дуги, выпускаемых отечественной промышленностью, принята единая структура обозначения, состоящая из буквенно-цифровых индексов. Первая буква обозначает вид источника ( Т - трансформатор; В - выпрямитель; П - преобразователь; У - установка; А - агрегат), вторая - метод сварки (Д - дуговая), третья - способ сварки ( Ф - для сварки под Флюсом; Г - для сварки в защитных газах; У - универсальный источник питания; М - многопостовой источник или трансформатор с механическим регулированием параметров; 3 - трансформатор с электрическим регулированием параметров; наличие только двух букв в обозначении указывает на то, что источник предназначен для ручной дуговой сварки). Третья буква в марках сварочных агрегатов, как правило, обозначает тип двигателя: Б - бензиновый. Д - дизельный. Четвертая буква в обозначениях источников питания дуги даёт пояснения об их технических особенностях (Ж - с жесткими характеристиками; И - для импульсной сварки: М - многопостовой).
Две или три цифры после букв и тире обозначают номинальный сварочный ток источника в десятках ампер, последующая цифра-регистрационный номер изделия. Далее после тире следуют: цифра, означающая номер модификации источника, буквы, указывающие на его климатическое исполнение, а затем цифра, обозначающая категорию размещения источника. Источники питания исполнения "У" предназначены для работы в районах с умеренным климатом, исполнения "УХЛ” для работы в районах с умеренным и холодным климатом. Источники исполнения "Т" предназначены для поставки на экспорт в страны с тропическим климатом.
В зависимости от температуры, влажности, наличия или отсутствия осадков и солнечного излучения во время работы, источники питания могут изготавливаться по четырем категориям размещения. По категории 1 оборудование может эксплуатироваться на открытом воздухе, по категорий 2 - тоже на открытом воздухе, но под навесом, закрытых кузовах автомобилей или в металлических помещении) Источники категории размещения 3 предназначены для эксплуатации в закрытых неотапливаемых помещениях, а категории 4 - в закрытых помещениях с искусственно регулируемыми температурой и влажностью.
Примеры обозначения источников питания сварочной дуги:
ТДМ-401 1УХЛ2 - трансформатор для ручной дуговой сварки с механическим регулированием параметров, номинальный сварочный ток 400 А, регистрационный номер 1, модификация 1, исполнение "УХЛ категория размещения 2;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.