Эффективным способом стабилизации горения дуги переменного тока является включение в сварочную цепь индуктивного сопротивления. Это осуществляется использованием трансформатора с повышенным магнитным рассеянием или включением в сварочную цепь катушки с ферромагнитным сердечником. При прохождении сварочного тока i по обмотке катушки индуктивности магнитодвижущая сила возбуждает в сердечнике переменное магнитное поле, которое индуктирует в обмотке ЭДС самоиндукции. Благодаря введению в сварочную цепь индуктивности, между током и напряжением трансформатора появляется сдвиг фаз φ. На рис.7 представлены графики изменения во времени мгновенных значений вторичного напряжения трансформатора Uи, тока i, напряжения на дуге Uд и ЗДС самоиндукции U4
К пояснению особенности горения дуги с индуктивностью в сварочной цепи
Uи i Uд U4
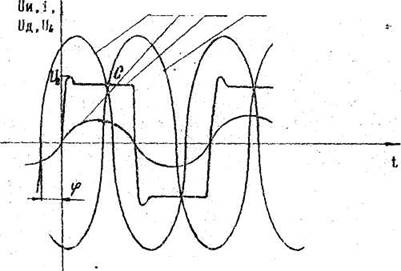
Рис.7
После угасания дуги в предыдущем полупериоде в межэлектродном промежутке идут те же процессы, что и в случае с активным сопротивлением. Но повторное зажигание дуги здесь начинается не в момент перехода напряжения Uи через нуль, а в более поздний период, обуcловленный сдвигом кривой тока на угол φ. К этому моменту напряжение трансформатора достигнет уже более высокого значения, превышающего Uз.
После возбуждения дуги напряжение трансформатора затрачивается на питание дуги и подавление противо ЭДС на индуктивности. В индуктивности по мере нарастания тока накапливается электромагнитная энергия. С некоторого момента (точка С) напряжение Uи становится меньше необходимого для поддержания дуги, однако дуга не гаснет, так как к этому моменту времени ЭДС индуктивности меняет знак на противоположный и возвращает накопленную энергию на дугу. В результате время перерывов в горении дуги сокращается по сравнению с дугой, имеющей в цепи резистивное сопротивление. Подбором параметров индуктивности можно обеспечить непрерывное горение дуги.
Индуктивность вследствие значительного реактивного сопротивления кроме повышения устойчивости процесса сварки обеспечивает получение падающей внешней характеристики источника и регулирование режима сварки.
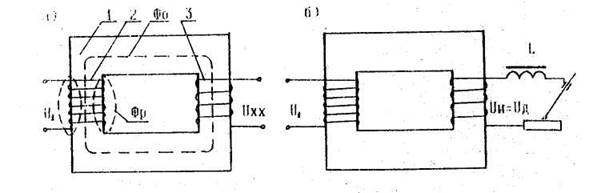
Простейший сварочный трансформатор (рис.8) состоит из магнитопровода 1, первичной 2 и вторичной 3 обмоток. Обмотки трансформатора могут располагаться на разных или на одном из стержней магнитопровода. Причем в последнем случае обмотки могут крепиться на определенном расстоянии друг от друга или концентрически одна поверх другой. Магнитопроводы для уменьшения потерь на вихревые токи изготавливают из электротехнической стали марок 3404, 3405, 3414 толщиной 0,35 и 0,5 мм.
В режиме холостого хода (рис,8,а) в первичной обмотке трансформатора протекает ток, который находит в магнитопроводе переменный магнитный поток Ф. Основная часть этого потока Фо (главный поток) замыкается через магнитопровод и пронизывает первичную и вторичную обмотки трансформатора, индуктируя в них ЭДС. Другая часть потока Фр (поток рассеяния) замыкается помимо магнитопровода и сцеплена только с первичной обмоткой, создавая ЭДС рассеяния.
Схема простейшего сварочного трансформатора
|
|
Рис.8
В передачи мощности от первичной обмотки к вторичной участвует только главный поток. Отношение магнитного потока, пронизывающего вторичную обмотку при холостой ходе, к суммарному потоку называет коэффициентом магнитной связи
Kd = Фо/Ф. (14)
Сварочные трансформаторы можно разделить на две группы: трансформаторы с нормальным магнитным рассеянием (Км=1) и трансформаторы с увеличенным магнитным рассеянием (Км<1).
Коэффициент трансформации сварочного трансформатора определяется выражением
n = U1/Uxx = W1/W2*Km (15)
где U1,Uxx - напряжение соответственно на первичной и вторичной обмотках трансформатора в режиме холостого хода;
W1,W2 - соответственно число витков первичной и вторичной обмоток трансформатора.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.