


































3. НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ В СВАРНЫХ КОНСТРУКЦИЯХ ИЗ ТИТАНОВЫХ СПЛАВОВ
3.1. Тепловые процессы при сварке плавлением
Тепловые процессы в свариваемом изделии и электродном (или присадочном) металле – результат подвода тепловой энергии от источников сварочного нагрева, распространения теплоты в металле изделия и отвода в окружающую среду. Воздействие источников сварочного нагрева на металл определяет характер основных процессов, сопровождающих образование сварного соединения: плавление основного и электродного (присадочного) металлов и кристаллизация шва, фазовые и структурные превращения в разных участках сварного соединения, возникновение физической и химической неоднородности, объемные изменения и, как следствие, появление упругопластических деформаций, внутренних (сварочных) напряжений и др. /4/.
Кинетика протекания этих процессов и степень их влияния на качество сварных соединении и конечные свойства изделий зависят от физической природы источника нагрева (плотности энергии) параметров процесса сварки и при прочих равных условиях от теплофизических свойств свариваемого металла. Вследствие различия теплофизических свойств цветных металлов они по-разному реагируют на тепловое воздействие. Это прежде всего влияет на закономерности плавления металлов.
При сварке плавлением до жидкого состояния доводятся кромки соединяемых деталей – основной металл, а при подаче электродной или присадочной проволоки - основной и дополнительный металл. Плавление осуществляется в зоне сварки – плавильном пространстве. Расплавленный металл образует общую сварочную ванну, находящуюся в состоянии непрерывного движения и перемешивания. Ее объем (в зависимости от способа сварки) может колебаться от десятков кубических сантиметров (при ЭШС) до долей миллиметра (при лазерной сварке). После затвердевания металл ванны образует сварной шов, поэтому максимальное поперечное сечение ванны практически соответствует сечению шва. Обычно в сварочной ванне выделяют головную и хвостовую части (рис. 3.1). В головной части происходит плавление основного и электродного металлов. Здесь металл нагревается до температуры, намного превосходящей его температуру плавления. В этом участке наиболее интенсивно протекает взаимодействие металла с окружающей средой (шлаком и газами). В хвостовой части ванны, наибольшей по размерам, температура близка к температуре плавления основного металла (рис. 3.1).
 Часто для приближенной
оценки температурных условий взаимодействия металла сварочной ванны со шлаком и
газами условно определяют среднюю температуру сварочной ванны. Накоплен
некоторый экспериментальный материал, позволяющий оценить эту температуру для
стали и ряда цветных металлов (алюминий, титан и др.) /11, 17, 24/.
Установлено, что средняя температура сварочной ванны выше температуры плавления
основного металла. Так, превышение средней температуры ванны над точкой
плавления для алюминия составляет 340…580 °С /9, 18/, для титана – 250…380 °С /11/.
Часто для приближенной
оценки температурных условий взаимодействия металла сварочной ванны со шлаком и
газами условно определяют среднюю температуру сварочной ванны. Накоплен
некоторый экспериментальный материал, позволяющий оценить эту температуру для
стали и ряда цветных металлов (алюминий, титан и др.) /11, 17, 24/.
Установлено, что средняя температура сварочной ванны выше температуры плавления
основного металла. Так, превышение средней температуры ванны над точкой
плавления для алюминия составляет 340…580 °С /9, 18/, для титана – 250…380 °С /11/.
Приближенно среднюю температуру сварочной ванны можно определить также расчетным путем по уравнению В.И. Дятлова /6/ с поправкой, предложенной И.И. Фруминым:
где Тв – средняя температура ванны, °С; ст– средняя теплоемкость твердого металла, Дж/(кг×К);Тпл– температура плавления металла, °С; Т0 – начальная температура, °С; qпл– скрытая теплота плавления металла, Дж/кг; сж – средняя теплоемкость жидкого металла, Дж/(кг×К).
В плане сварочная ванна имеет эллипсовидное вытянутое вдоль направления сварки очертание. Ширина и глубина ванны непрерывно изменяются по ее длине. В хвостовой части ванны металл охлаждается и затвердевает, поперечное сечение ее уменьшается. Форма ванны в этой части определяется формой фронта затвердевания (кристаллизации). В максимальном поперечном сечении ванны – на стыке головной и хвостовой частей - глубина и ширина ванны практически совпадают с глубиной проплавления и шириной шва. При дуговой сварке наиболее характерной является форма провара, приближающаяся к полуокружности; при ЭЛС –клиновидная кинжальная форма. Точно рассчитать форму и размеры сварочной ванны нельзя. Теоретическое очертание ванны не совпадает с действительными, так как в расчетах не учитывается ряд параметров, влияющих на форму ванны (конвективные потоки в жидком металле, распределение теплового потока по пятну нагрева, переменные значения теплофизических коэффициентов, зависящих от температуры, и др.). Расчет позволяет лишь приближенно оценить длину и ширину сварочной ванны в зависимости от теплофизических свойств основного металла и параметров процесса сварки.
Для наплавки валика на поверхность массивного тела размер сварочной ванны за местом ввода теплоты источником, т.е. основной части ванны, определяется из уравнения /19/
где
L– длина сварочной ванны,
см; ![]() .
.
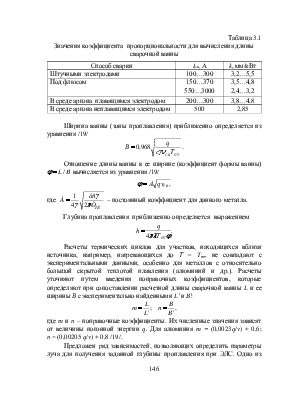
Здесь hи характеризует долю энергии, передаваемой источником нагрева свариваемому металлу, и зависит от способа и технологии сварки. Значения эффективного КПД нагрева металла для различных способов сварки приведены ниже:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.