ЗАО Научно-производственная фирма «Инженерный и технологический сервис»
ОБЩИЕ МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
по использованию установок ВД-306ДК, ВД-506ДК, ВДУ-511 в режиме механизированной сварки плавящимся электродом в защитных газах.
Д.т.н. , ,
С-Петербург
2003
Механизированная сварка плавящимся электродом в среде защитных газов делится на две конкурирующие группы : сварка «длинной» дугой (импульсно-дуговая сварка без коротких замыканий дугового промежутка, т.е. сварка когда срыв капли с торца электрода происходит под действием одиночного импульса - установки типа ВДГИ-302, СИНЕРМИГ-401 и др., а также сварка при струйном переносе электродного металла) и сварка «короткой» дугой, т. е. сварка с вынужденными периодическими короткими замыканиями дугового промежутка, когда капли электродного металла перетекают в сварочную ванну под действием сил поверхностного натяжения (установки с комбинированными внешними вольт-амперными характеристиками ВД-306ДК, ВД-506ДК, ВДУ-511, а также ИНВЕРТЕК СТТ и др.).
При тщательном сравнительном анализе работы сварочных установок этих двух групп легко установить, что методы сварки «короткой» и «длинной» дугой предназначены для различных стадий заполнения разделки и не могут быть конкурентами.
Установки для сварки «короткой» дугой типа ВД-306 (506)ДК, ВДУ-511 обеспечивают более качественное формирование корневого шва, в том числе с формированием обратного валика, работу в любых пространственных положениях, а установки для сварки длинной дугой типа ВДГИ-302 и им подобные – качественное и производительное заполнение разделки. Облицовку сварного шва можно одинаково успешно выполнять на установках обеих типов. Производительность процесса примерно на 15-20% выше на установках сварки «длиной» дугой.
В последний год появились сварочные установки с так называемым «двойным пульсом», т.е. когда наряду с подачей импульса тока для срыва капли, повышается скорость подачи сварочной проволоки. Это несколько сближает указанные выше две группы оборудования, однако, существенно усложняет и удорожает сварочные установки ( Кemppi Pro Evolution, Promig – 530).
Применение простых тиристорных или инверторных сварочных установок, не входящих в описанные группы, не обеспечивает высокого качества сварного соединения при механизированной сварке плавлением по причине значительного разброса размера капель электродного металла, хаотического перехода от процесса сварки длинной дугой к сварке короткой дугой, значительного разбрызгивания, низких сварочных свойств при изменении диаметра электродной проволоки и пространственного положения.
Другими словами, в России, в последние годы, изменился подход к сварочным свойствам оборудования, что в первую очередь связано с тем, что развитие промышленности определило требования к различным стадиям заполнения разделки сварного соединения (корневой шов, заполняющие слои, подварочные слои, облицовочные слои, корректирующие слои), что в свою очередь определило различные требования к сварочному оборудованию. В первую очередь это касается процесса переноса электродного металла при сварке в защитных газах.
То есть, необходимо разделить указанные выше две группы сварочных установок по технологическим признакам и указать области применения каждой группы оборудования для конкретных стадий заполнения разделки сварного соединения. Наибольших успехов в этом направлении технологического применения добились ОАО «ТРАНСНЕФТЬ» и ОАО «ВНИИСТ» /1,2/.
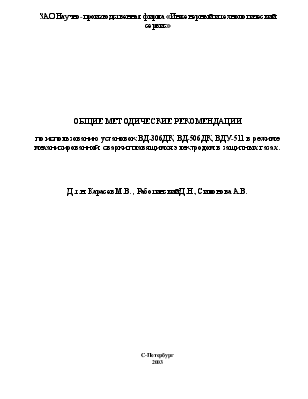
На рис.1-4 показаны типовые осциллограммы сварочных тока и напряжения на дуге при сварке «короткой» и «длинной» дугой на установках с комбинированными внешними вольт-амперными характеристиками..
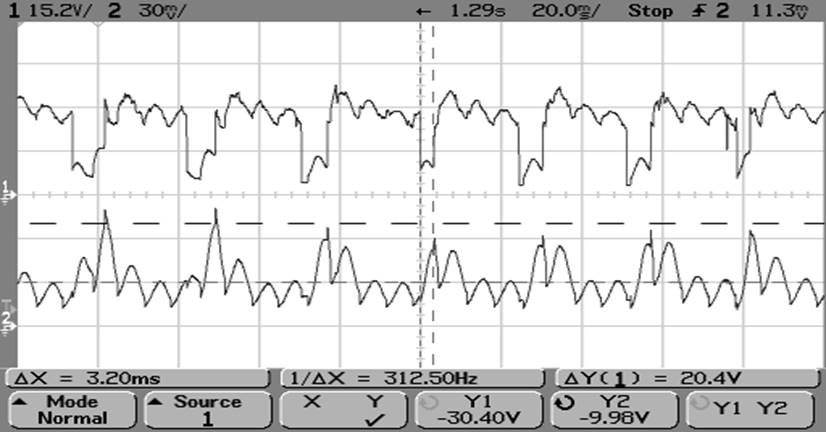
Рис.1 ВД-306 ДК , 260 А, 26,5 В
Сварка в углекислом газе с вынужденными КЗ (короткая дуга), проволока 1,6 мм
Масштаб по оси t-20ms/дел., по оси U (верхняя кривая) и I – в левом верхнем углу.
Шунт 75mV, 750A
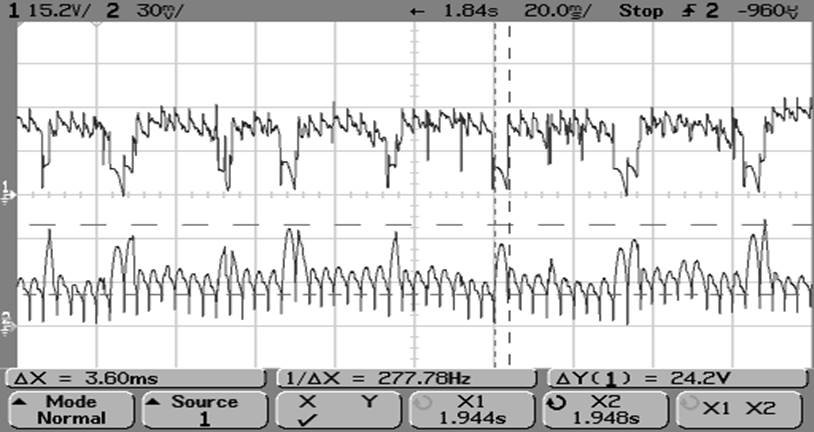
Рис.2. ВДУ-511, 270 А, 23 В
Сварка в углекислом газе с вынужденными КЗ (короткая дуга), проволока 1,6 мм
Масштаб по оси t-20ms/дел., по оси U (верхняя кривая) и I – в левом верхнем углу.Шунт 75mV 750A
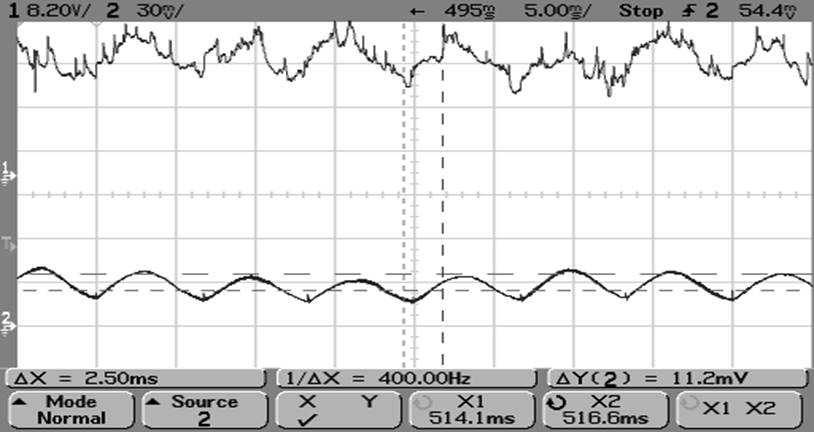
Рис.3 ВД-506ДК , (230-240)А, (21-22)В
Сварка производилась порошковой проволокой NR-207 длинной дугой (без КЗ), 1,7 мм
Масштаб по оси t-5ms/дел., по оси U(верхняя кривая) и I – в левом верхнем углу.
Шунт 75mV 750A
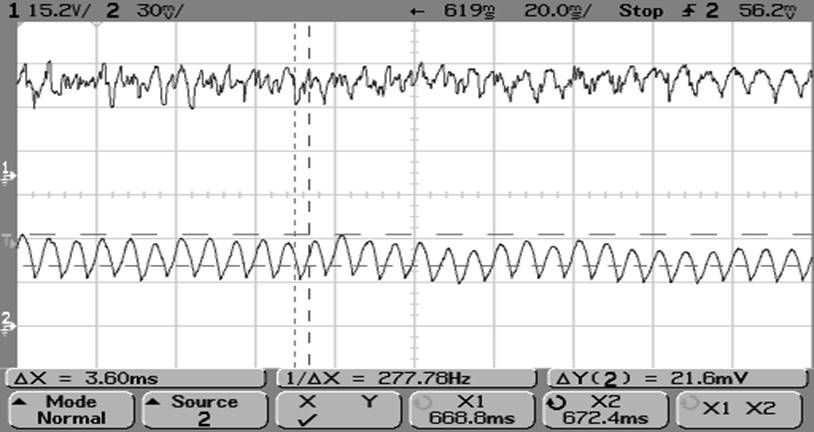
Рис.4 ВД-506 ДК , 420 А, 34 В
Сварка в углекислом газе длинной дугой (без КЗ), проволока 1,6 мм
Масштаб по оси t-20ms/дел., по оси U и I – в левом верхнем углу.
Шунт 75mV 750A.
Из анализа последних рисунков следует, что при сварке «короткой» дугой, перенос капель электродного металла (вынужденные короткие замыкания - КЗ) следует с определенной периодичностью. Размер капель электродного металла, переносимых в сварочную ванну, при этом рассчитывается и приведен в таблице 1.
Таблица 1
Размеры капель электродного металла и среднее время коротких замыканий при полуавтоматической сварке «короткой» дугой с короткими замыканиями /3/
|
Способ сварки |
Источник |
Файл(параметры сварки) |
|
Ø капли, мм |
|
Полуавтоматическая сварка |
ВД-506ДК |
506dk01.swd |
2.76 |
1.24 |
|
ВДУ-511 |
vdu50602.swd |
2.64 |
1.43 |
|
|
ВС-300Б* |
vs30001.swd |
1.87 |
1.96 |
|
|
ВС-300Б** |
vs30002.swd |
1.35 |
1.42 |
* - высокая индуктивность ** - низкая индуктивность
При увеличении напряжения и тока дуги при использовании установок типа ДК или ВДУ-511, а также при сварке порошковой проволокой, процесс сварки «короткой» дугой переходит в сварку «длинной» дугой. Как следует из анализа таблицы 1, выпрямители с комбинированными вольт-амперными характеристиками обладают оптимальным размером капли электродного металла при сварке «короткой» дугой. (Из работы [4] известно, что оптимальный размер капли переносимого металла не должен быть более чем в 1,5 раза больше диаметра электрода). Размер капель переносимого электродного металла легко регулируется
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.