· при двух угловых швах в одной стенке, если второй шов сваривается после остывания первого шва
Метод фиктивных сил дает достоверные результаты, если длина пластин превосходит их ширину.
При сварке пластин разной ширины (В1 и В2)
Прогиб f в середине пластин вычисляется по формуле
где Ми
= Русy0 –
изгибающий момент. Здесь у0 – расстояние от оси, проходящей
через центр тяжести пластин до точки приложения Рус; ![]() – момент
инерции сечения пластин относительно оси, см4.
– момент
инерции сечения пластин относительно оси, см4.
Угол поворота концов пластин относительно друг друга (рад)

Деформацию тавра рассчитывают для каждого сварного соединения в отдельности. После сварки шва (рис. 3.13) /2/ в тавре возникают прогиб, угловой поворот концов и продольное укорочение:
![]()
где L – длина балки, см; F – площадь поперечного сечения тавра, см2.
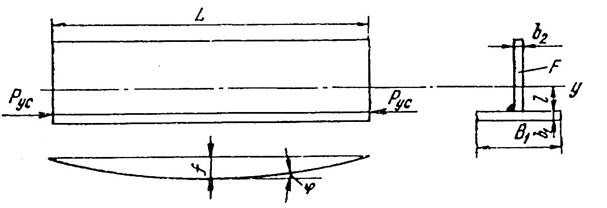
Рис. 3.13. Деформация тавровой балки при сварке углового шва
При сварке углового шва для вычисления Руспо формуле (3.5) принимают /13/
 , где
k– катет углового шва, см;
D – коэффициент, D = 30 000 Дж/см3 при
автоматической и D= 40 000 Дж/см3 при ручной сварке.
, где
k– катет углового шва, см;
D – коэффициент, D = 30 000 Дж/см3 при
автоматической и D= 40 000 Дж/см3 при ручной сварке.
При выполнении угловых сварных соединений (тавровых и нахлес-точных) части погонной энергии, вводимые в свариваемые элементы, определяются в зависимости от соотношения толщин. Погонная энергия, вводимая в полку толщиной bпи в стенку толщиной bс, приближенно вычисляется по формулам
 .
.
Деформации при сварке можно уменьшить или даже предотвратить. Методы уменьшения деформации разделяют на три группы в зависимости от того, применяются они до сварки, в процессе сварки или после сварки /9/.
Методы, используемые до сварки, предусматривают прежде всего рациональное конструирование сварного изделия (симметричное расположение швов относительно оси конструкции, выбор минимально допускаемых по расчету сечений швов, расположение швов на жестких элементах с целью уменьшения деформаций листовых конструкций и др.). Вырезку заготовок листовых и балочных конструкций и их сборку под сварку часто осуществляют с учетом величины и характера ожидаемых деформаций. Так, применяют сборку элементов под углом с таким расчетом, чтобы после сварки соединение заняло прямолинейное положение; раскрой стенки тавра с начальной кривизной и др. Для компенсаций укорочений от продольной и поперечной усадки принимают увеличенные начальные размеры конструктивных элементов. В ряде случаев эффективно создание деформаций, обратных сварочным, закрепление изделия в приспособлениях. Закрепление снимают после завершения сварки. К числу важных мер относится уменьшение количества наплавляемого металла, использование способов сварки и сварных соединений, требующих минимальных затрат погонной энергии.
Методы, используемые в процессе сварки, заключаются в следующем:
· выборе рациональной технологии сварки и в первую очередь последовательности выполнения швов, обеспечивающей небольшие суммарные деформации (например, при сварке листовых конструкций сначала выполняют поперечные швы отдельных поясов, а затем сваривают пояса между собой);
· снижении погонной энергии при сварке;
· уменьшении площади зоны пластических деформаций путем охлаждения водой (например, в конструкциях из алюминиево-магниевых сплавов сварочные деформации удалось снизить при использовании прижимных полых планок, по которым циркулировала вода);
· закреплении изделия в жестком приспособлении.
Методы, используемые после сварки, основаны на применении термической правки (терморихтовки, термофиксации), а также на создании пластических деформаций, обратных сварочным. При термической правке осуществляют местный нагрев тex участков, усадка которых может снизить или устранить остаточные деформации. Возможно применение общего нагрева в соответствующей оснастке. Для создания пластической деформации применяют изгиб, растяжение, прокатку роликами и др. Приложения ударных нагрузок следует избегать.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.