В приложении 6 приведены ЧСП выдоха в двух наиболее типичных моментах времени для каждой из точек съёма звуковой информации, благодаря которым видно, что в большей мере поражено правое легкое.
Исходя из выше описанного можно сказать, что умелое применение полученных данных несёт в себе возможность постановки диагноза и определения мест поражения заболеванием.
Данная деталь (вал) предназначена для перемещения корпуса микрофона к телу пациента.
Вращающий момент от двигателя передаётся валу через отверстие 6. Поверхность 5 служит для крепления муфты. Поверхность 3 является базой для размещения подшипников, фиксируемых кольцом, помещенным в паз 4. Поверхность 2 не несёт никакой конструкторской нагрузки. Ходовая резьба 1 служит для непосредственного перемещения корпуса микрофона. Поверхности 7, 8, 9, 10 являются фасками и служат для улучшения условий сборки узла и обеспечения травмобезопасности. Центровое отверстие 11 необходимо для токарной обработки вала.
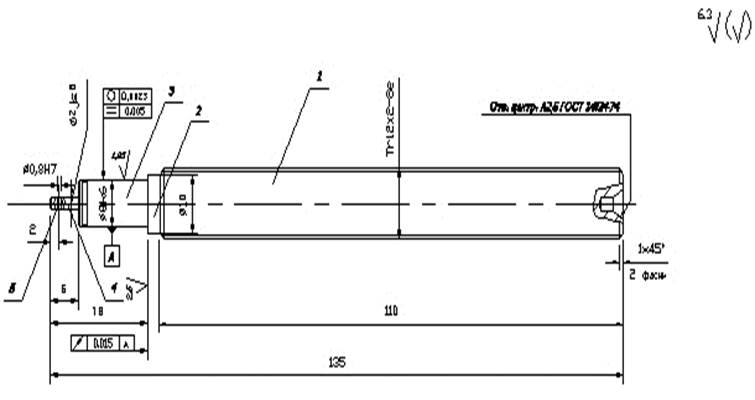
Рисунок 7.1 - Вал
Вал изготовлен из стали 40ХЕ. Это среднеуглеродистая хромистая сернисто-селенистая сталь повышенной обрабатываемости резанием. Она используется для изготовления деталей, обрабатываемых резанием, при повышенных требованиях к износостойкости и стойкости. Хорошо подвергается закалке. [3]
В конструкции содержится 12 валов. Если учесть экспрементальность установки, то можно сказать, что производство будет единичным. [12]
Вал представляет собой тело вращения, что облегчает его обработку. К недостаткам следует отнести большой перепад диаметров (с 8 мм на 4мм), что вызывает определённые трудности при обработке. Наличие такого малого диаметра как 4 мм исключает возможность использования обработки в центрах. Никаких особых требований к соосности цапфы вала и ходового винта не предъявлено, что позволяет вести обработку в трехкулачковом патроне.
Отношение среднего диаметра вала к его длине больше 10, что требует вести токарную обработку на точных операциях с помощью люнета.
Определим основные показатели технологичности:
Коэффициент технологичности
Таблица 7.1 Определение коэффициента технологичности
|
Ti |
ni |
Ti∙ni |
|
6 |
2 |
12 |
|
7 |
1 |
7 |
|
8 |
1 |
8 |
|
14 |
6 |
84 |
|
∑ni = 10 |
∑Ti∙ni = 111 |
![]()
Определим коэффициент шероховатости
Таблица 7.2 Определение коэффициента шероховатости.
|
Шi |
ni |
Шi∙ni |
|
1.25 |
2 |
2,5 |
|
6,3 |
8 |
50,4 |
|
∑ni = 10 |
∑Шi∙ni = 52,9 |

![]()
Если учесть единичный характер производства, то следует сразу отбросить такие методы получения заготовок как любые виды литья и применения поковок в виду явной экономической нецелесообразности.
Наиболее оптимальным является применение горячекатаных прутков проката нормальной точности круглого сечения. [11]
Первой операцией назначаем отрезание заготовки от прутка.
Полученную заготовку подвергаем токарной обработке на токарно-винторезном станке 16К20. Этот станок наиболее распространён.
В первую очередь необходимо подрезать торец и изготовить центровое отверстие.
Далее, используя центр, необходимо осуществить черновую обработку вала на 2/3 его длины. Затем следует перевернуть заготовку и обработать оставшуюся треть.
В несколько переходов подрезаем второй торец, производим черновую обработку Æ10, Æ8, Æ4 и точим фаску 0,5х60º, используемую под обратный центр.
Базой при черновом точении является поверхность обрабатываемой детали, зажатой в трёхкулачковом патроне станка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.