1 - кузнечно-рессорный участок; 2 –сварочно-метализационный участок; 3 – газо-генераторная станция; 4 – термический участок; 5 – полировальная; 6 – генераторная; 7 – гальванический участок; 8 – испытательная станция; 9 – трансфоматорная подстанция; 10 – кладовая обойного участка; 11 – обойный участок; 12 – склад химикатов, лакокрасочных материалов и мазута; 13 – медницко-радиаторный участок; 14 – участок ремонта электрооборудования; 15 – участок ремонта приборов питания; 16 – санузел; 17 – инструментально-раздаточная кладовая; 18 – заточный участок; 19 – промежуточная кладовая; 20 – промежуточная кладовая вспомогательного участка; 21 – электроремонтный участок главного механика; 22 – слесарно-механический участок вспомогательного производства; 23 – слесарно-механический участок восстановления деталей; 24 – участок двигателей и агрегатов; 25 – участок сборки автомобилей; 26 – участок ремонта кабин и кузовов автомобилей-самосвалов; 27 – малярный участок; 28 – жестяницкий участок; 29 – участок вулканизации; 30 – склад шин; 31 – участок намазки; 32 – участок шероховки; 33 – шиномонтажный и подготовительный участки; 34 – склад деталей, ожидающих ремонта; 35 – участок комплектовки и слесарной подгонки; 36 – участок ремонта рам; 37 – склад металла и материалов; 38 – склад запасных частей; 39 – контрольно-сортировочный участок; 40 – разборочно-моечный участок; 41 – склад отремонтированных агрегатов; 42 – регулировочный участок; 43 – лесосушилка; 44 – деревообделочный участок; 45 – аккумуляторный участок; 46 – контора; 47 – компрессорная; 48 – административно-бытовые помещения
Компоновочное решение при Г-образном технологическом потоке предусматривает пересечение под прямым углом осей разборного конвейера (пролет Г-Ж) и участка общей сборки машины (в осях 13, 14 и 15).
Связующим элементом Г-образного потока принят участок ремонта рам.
Участки, обеспечивающие работу сборочных конвейеров, размещены в непосредственной близости от участка сборки машины (участок ремонта кабин и кузовов, сборки двигателей и других элементов). Участок комплектовки и слесарной подгонки формирует технологическую связку из участков: слесарно-механический – комплектовочный и участок сборки двигателя и агрегатов машин.
Г-образный технологический поток дает возможность получить минимальную протяженность транспортных путей, сократить потребность в подъемно-транспортном оборудовании, уменьшить длину здания и получить форму здания близкой к квадратной.
Следует отметить, что при любой схеме технологического потока испытательную станцию следует размещать рядом с участком (отделением) сборки двигателя, ИРК – недалеко от слесарно-механического и кузнечно-прессового участков.
Дефектовочное и комплектовочное отделения, склады материалов, комплектующих изделий, запасных частей и деталей, ожидающих ремонта, также желательно располагать в непосредственной близости.
В производственном корпусе необходимо предусмотреть несколько параллельных или взаимно перпендикулярных магистральных проездов. Желательно такие проезды проектировать сквозными. Количество и расположение магистральных проездов зависит от размеров производственного корпуса и принятой схемы технологического потока. Ширина магистральных проездов устанавливается в зависимости от вида и количества механизированного транспорта. Минимальная ширина магистрального проезда при транспортировке грузов безрельсовым транспортом принимается:
Ручными тележками шириной до 1 м:
- при одностороннем движении…..2м;
- при двустороннем движении……3 м
Электрокарами, автопогрузчиками шириной до 1,2 м:
- при одностороннем движении……2,5 м;
- при двустороннем движении……..3,8 м.
Нормы на ширину проездов для различных участков и цехов приведены в главе «Проектирование цехов и участков ремонтного предприятия».
П-образный технологический поток в производственном корпусе и соответствующая схема компоновки показана на рис. 21.
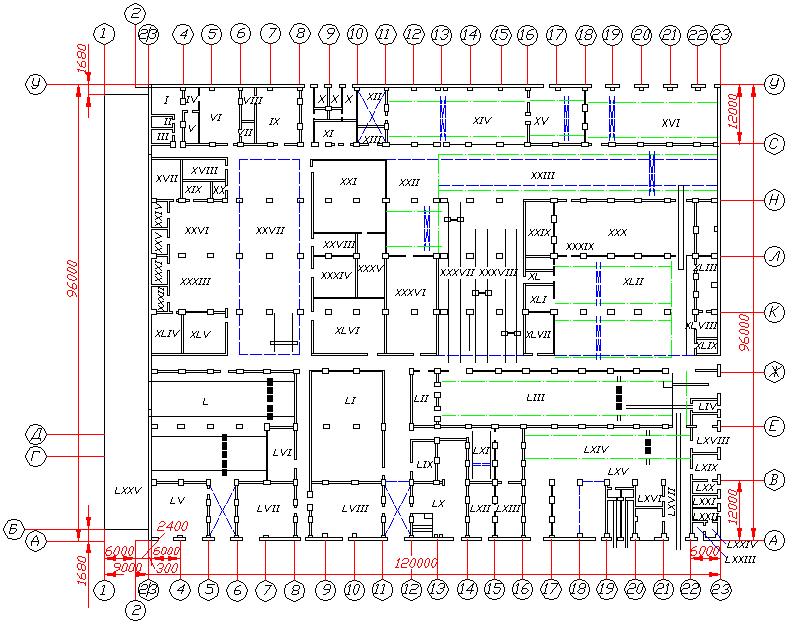
Рис. 21. Компоновка производственного корпуса авторемонтного завода с П-образным потоком
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.