|
Пункт отправления |
Пункт назначения |
Масса деталей и сборочных единиц, % от массы машины |
|
То же |
Склад деталей ожидающих ремонта |
30…35 |
|
То же |
Склад утиля |
75…12 |
|
Склад деталей, ожидающих ремонта |
Кузнечное отделение |
4…7 |
|
То же |
Сварочно-наплавочное отделение |
25…30 |
|
Кузнечное отделение |
Сварочно-наплавочное отделение |
3…5 |
|
То же |
Слесарно-механическое отделение |
1…2 |
|
Сварочно-наплавочное |
То же |
28…35 |
|
Слесарно-механическое |
Термическое отделение |
12…16 |
|
Термического и полимерного отделения |
Слесарно-механическое |
16…22 |
|
Слесарно-механического отделения |
Комплектовочное отделение |
24…30 |
|
То же |
Сборочный участок |
10…12 |
|
Склад запасных частей |
Комплектовочное отделение |
7…12 |
|
Рамный участок |
Сборочный участок |
15…20 |
|
Комплектовочного отделения |
Участок сборки |
53…59 |
|
Отделение ремонта топливной аппаратуры и электрооборудования |
Участок сборки |
1,5…2,0 |
|
Медницко-радиаторное отделение |
То же |
1,5…2,0 |
|
Отделение ремонта баков и внешнего оборудования |
То же |
1,0…4,0 |
|
Отделение ремонта рабочего оборудования |
То же |
8…10 |
|
Сборочный участок |
Малярное отделение |
100 |
|
Малярное отделение |
Отделение сдачи заказчику |
100 |
Если по результатам построения выявляется совпадение технологического и грузового потоков, отсутствие пересечения и встречных грузопотоков, то компоновочное решение можно признать удовлетворительным.
На рис. 19 видно, что разборочно-сборочные работы выполняются в пролете Б-В. Связующим элементом в этом потоке является участок ремонта рам. При таком решении не возникает задача транспортирования крупногабаритной металлоконструкции в другие пролеты. К разборочно-сборочному потоку непосредственно примыкают участки, обслуживающие его: разборочно-моечный, сборки двигателей и сборки узлов трансмиссии, ремонта кабин и оперения и др. Такая компоновка уменьшает протяженность грузопотока.
Взрывоопасные и пожароопасные участки, имеющие категории производства А, Б и В (малярный, зарядная станция, склад смазочных материалов и резины, участок ремонта платформ и др.) размещены в изолированных помещениях I и II степени огнестойкости у наружных стен здания.
Производственные участки со значительным тепловыделением (сварочно-термический, кузнечно-рессорный, медницко-радиаторный и др.), а также с выделением вредностей (гальванический, испытательная станция, эмульсионная и др.) также размещены в выгороженных помещениях у наружных стен.
Такая компоновочная схема отвечает санитарным нормам и противопожарным требованиям проектирования промышленных предприятий.
Участки, которые нельзя отнести к пожаро-взрывоопасным, но на которые доступ посторонних людей ограничен, имеют сетчатое ограждение (контроля-сортировки деталей, комплектовки и слесарной подгонки, склады металла, деталей, ожидающих ремонта и т.д.).
Цехи и участки, имеющие категорию производства Д (разборочно-моечный, сборки машин, сборки двигателей, сборки агрегатов, слесарно-механический, восстановления деталей, инструментальный и т.п.), не имеют ограждающих конструкций. Границы таких цехов и участков на компоновочной схеме показываются штриховыми линиями.
Г-образная схема технологического потока показана на рис. 20.
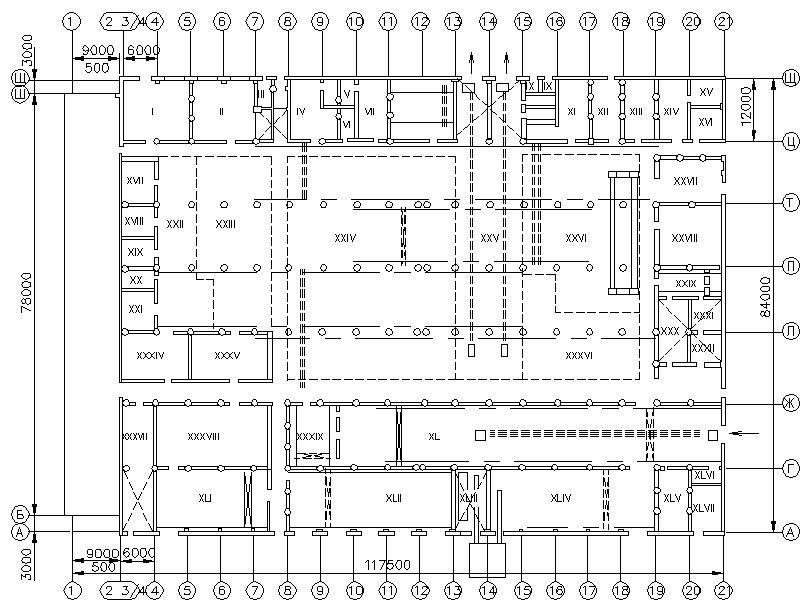
Рис. 20. Компоновка производственного корпуса авторемонтного завода с Г-образным потоком
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.