2. Экономический состоит в том, что изготовление изделий должно происходить с минимальными затратами.
2. Последовательность проектирования технологических процессов.
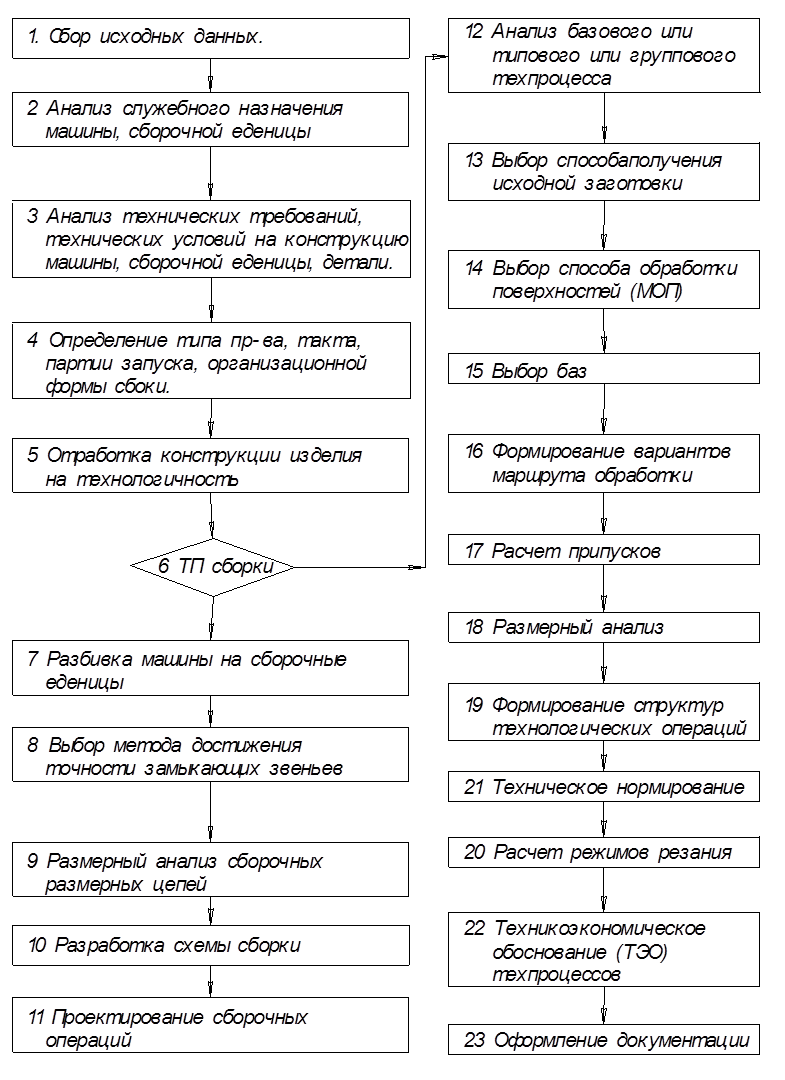
Рисунок 56 Алгоритм проектирования ТП
Процесс проектирования носит итерационный характер, т.е. возврат и корректировка ранее принятых решений.
Исходную информацию для разработки технологических процессов подразделяют на:
- базовую
- руководящую (нормативную)
- справочную.
БАЗОВАЯ ИНФОРМАЦИЯ включает данные, содержащие в конструкторской документации на изделие и программе выпуска этого изделия.
РУКОВОДЯЩАЯ ИНФОРМАЦИЯ включает данные, содержащиеся в государственных и стандартах предприятий, устанавливающих требования к технологическим процессам и методам управления ими, а также в стандартах на оборудование и оснастку;
документация на дейсвующие единичные, типовые и групповые тех. процессы;
классификаторах технико-экономической информации;
производсвенных инструкциях;
материалах по выбору технологических нормативов (режимов обработки, припусков, норм расхода материалов и др);
документации по технике безопасности и промышленной санитарии.
СПРАВОЧНАЯ ИНФОРМАЦИЯ включает в себя данные, содержащиеся в технологической документации опытного производства; описание прогрессивных методов изготовления и ремонта; каталогах, паспортах, справочниках, альбомах – компоновок прогрессивных средств технологического оснащения; планировках производственных участков; методических материалах по управлению тех. процессами.
В основу РАЗРАБОТКИ ТЕХ. ПРОЦЕССОВ ПОЛОЖЕНЫ три принципа проектирования:
- технический
- экономический
- экологический.
В соответствии с техническим принципом проектируемый ТП должен полностью обеспечивать выполнение всех требований рабочего чертежа и технических условий на изготовление заданого изделия.
В соответствии с экономическим принципом изготовление изделия должно вестись с минимальными затратами труда и издержками производства. Тех. процесс изготовления изделий должен выполнятся с наиболее полным использованием технических возможностей средств производства при наименьших затратах времени и себестоимости изделия.
В соответсвии с экологическим принципом проектируемый ТП должен использовать экологически чистое сырье, материалы, а в процессе изготовления и эксплуатации выделять вредные вещества, воздействующие на человекаа и окружающую среду.
5. Отработка изделий на технологичность.
1) Технологичным считается изделие, конструкция которого позволяет получать наиболее рациональную для данного типа производства заготовку.
2) Позволяет производить обработку с примен. производит. способов обраб. современного оборудования и оснастки с выполнением требований совмещения и постоянства базы.
Технологичное изделие д.б. удобно при эксплуатации и ремонте.
 |
 |
 |
||
Отработка на технологичность проводится на протяжении всего периода выпуска изд.
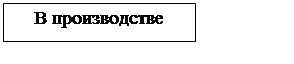
Примеры нетехнологичных решений элементов дет.
Рисунок 57
Технологичность конструкции может оцениваться количественно и качественно.
Показатели технол. конкретного изд. должны сравниваться с этими показателями базового изд., в кач-ве котор. приним. лучшие мировые образцы.
7. Цель этого этапа проектиров. явл. выявление недостатков существующих технологий или получение информаций о существующих технологич. процессах.
8. При выборе способа получ. исходной заготовки необх. стремится к выполнению условия:
Сиз=СМЗ+ min
min
Стоимость выполнения операции различных способов.
9. Цель этапа – назнач. для каждой пов-ти способов обработки позволяющих перевести эту пов-ть из сост. исходной заг. в сост. заданное по чертежу.
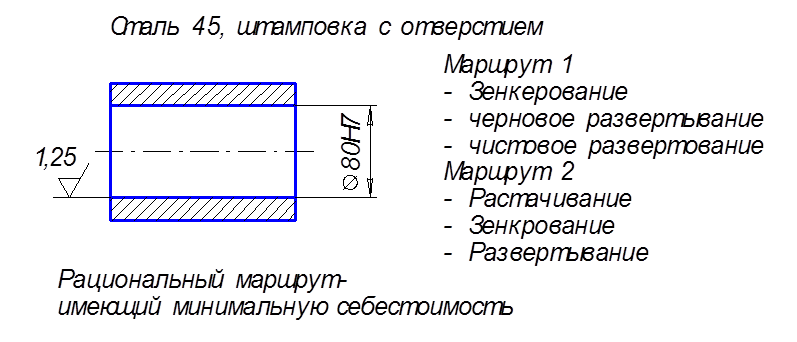
Рисунок 58
10. Выбор баз.
11. Исходные данные для этапа – ранее назнач. маршруты обраб. заг. и схемы базирования.
Таблица Маршруты обраб. пов-тей сводятся в таблицу.
|
№ этапа |
Способ об-ки |
Точность кв. |
шероховатость |
№ пов. |
||||
|
1 |
2 |
3 |
4 |
5 |
||||
|
Загот. Чернов. п/чист. чист. |
Штамповка Чернов. точение Черн. раст. и под. Сверление |
Т4 |
Rz160 Rz80 |
+ + |
+ + |
+ + |
+ + |
+ + |
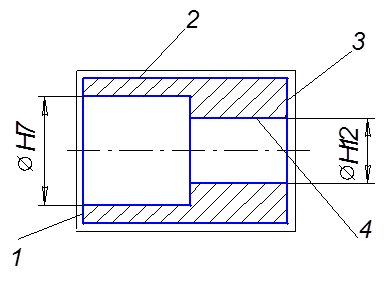
Рисунок 59
При пректировании марш. проц. на основании табл. необх. учитыв. след:
в одну технологич. операцию можно объединять способы обработки, которые принадлежат к одному этапу и выполнены на одном типе оборудования.
Учитывая, что проц. проектирования многовариантный на этом этапе м.б. создано несколько вариантов маршрута обраб.
Спроектиров. операции могут быть построены по принципу конц. либо дифференциации.
Принцип концентрации состоит в том, что в одну операцию включ. максимальное кол-во переходов.
Конц. может быть последоват. и параллельной.
Последоват. конц. – обраб. множества пов-тей последоват. разными инструм. (универсальные станки, многоинструм. станки с ЧПУ).
Параллельная конц. – обраб. множества пов-тей множеством инструм. одновременно.
Достоинства конц. – уменьш. кол-ва операций, а следовательно станков, рабочих, производств. площ.
Дифференциации – в 1 операц. включ. min кол-во переходов, тех. проц. растянут.
Достоинство – простота оборудов., возможность специализации рабочего места.
Недостаток – увелич. кол-ва станков, рабочих, производств. площ.
Обл. примен. КС, М пр-во.
Расчет припусков.
Припуск – это слой материала котор. удаляется с пов-ти исходной заг. для компенсации ее погрешности.
Напуск – это слой материала на по-ти детали котор. служит для упрощ. конфигурации де.
При удалении припуска измен. размеры, а при удален. напуска – конфигурация.
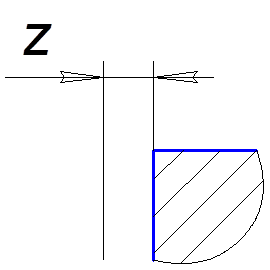
Рисунок 60
Симметричный припуск – припуск удаляемый с пов-тей вращения, либо с противоположных пов-тей одновременно.
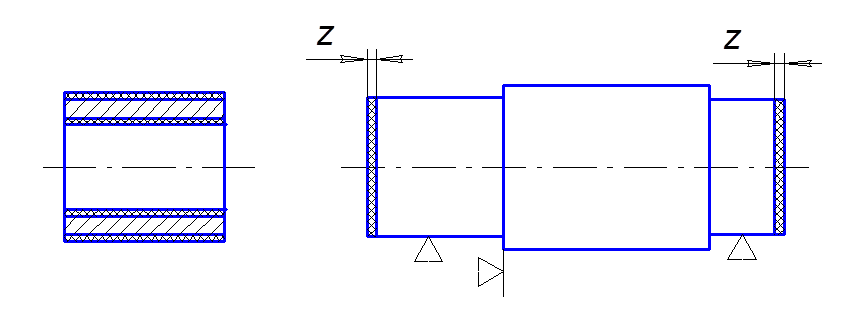
Рисунок 61
Асимметричный припуск – припуск, удаляемый с одной пов-ти, либо с разных пов-тей последоват.
Сущность табл. способа – величина припуска определ. по табл., в зависимости от требуемого кач-ва пов-ти по чертежу и от способа получ. заг.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.