При изготовлении радиальных элементов (шпоночные пазы, отверстия и т.д.) применяют базирование в призмах.
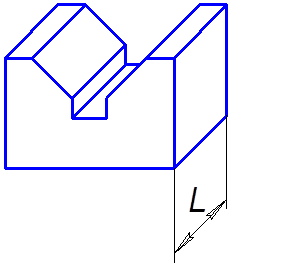
Рисунок 41 Общий вид призмы
В зависимости от длины L призмы могут быть длинные или короткие.
Ða=90°, бывают 60°, 120°.
Призма обладает свойством совмещать вертикальную ось цилиндрической заготовки со своей осью.
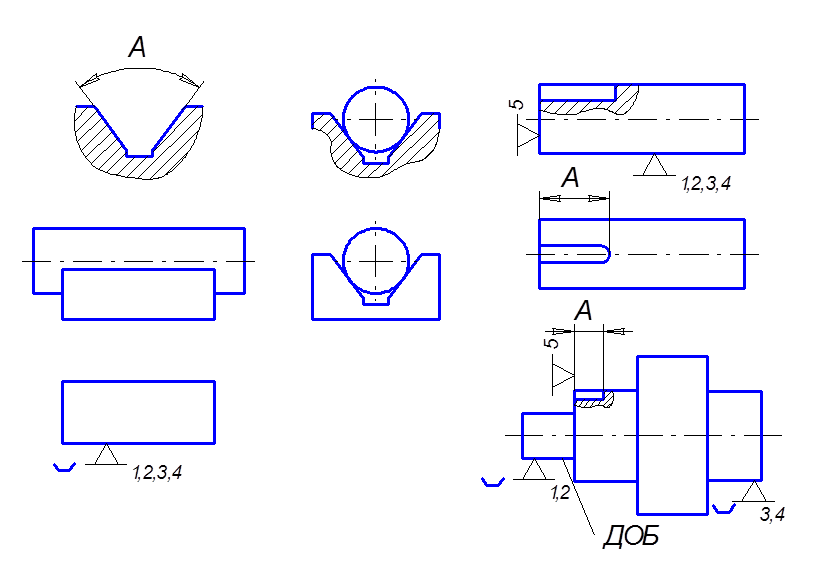
Рисунок 42 Базирование с помощью призм
При базировании ступенчатых валов используют 2 коротких призмы, каждая из которых реализует двойную опорную базу.
Схема базирования заготовок типа втулок, дисков, колец.
Заготовки этих классов могут устанавливаться в самоцентрирующих патронах, а также на оправках.
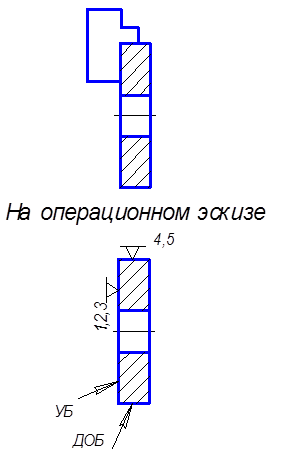
Рисунок 43 Общий и условный виды базирования
При базировании длинных втулок применяют удлиненные кулачки, тогда цилиндрическая поверхность становится направляющей базой, а торец – опорной.
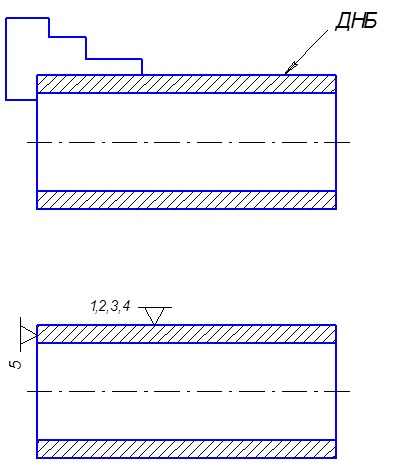
Рисунок 44 Базирование в патроне с удлинёнными кулачками.
Базирование на оправке.
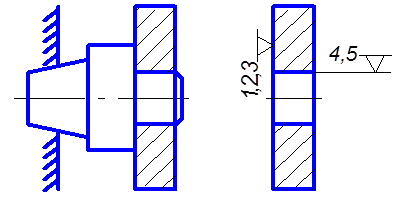
Рисунок 45 Базирование на оправке
На основании рассмотренных типов и схем базирования можно легко оформить множество других.
При базировании цилиндрических заготовок необходимость полного базирования возникает только в том случае, если обрабатываемый элемент связан угловой координатой с ранее изготовленным элементом детали.
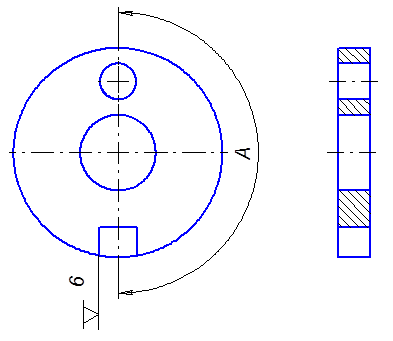
Рисунок 46
При обработке отверстия 1.
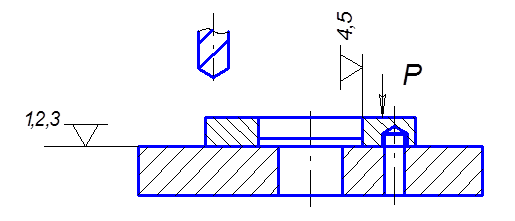
Рисунок 47
Правило 6 точек:
Для более полного базирования заготовки необходимо и достаточно создать в приспособлении 6 опорных точек определенным образом расположенных относительно базовых поверхностей заготовки.
4. Правила выбора баз (технологических).
У готовой детали можно выделить 2 группы поверхностей:
1. Неподвергающиеся мех. обработке.
2. Подвергающиеся механической обработке.
Точность взаимного расположения поверхностей 1 группы достигается на этапе получения исходной заготовки.
Точность взаимного расположения поверхностей 2 группы, а также поверхностей 1 и 2 группы между собой достигается путем правильного выбора технологических баз.
Технологические базы, используемые на 1-ой мех. операции называются черновыми (это поверхности в состоянии исходной заготовки).
Технологические базы используемые на последующей операции наз. чистовыми.
Правила выбора черновых баз.
1. Если у готовой детали имеются необработанные поверхности, то их нужно использовать в качестве черновых баз. Именно этим обеспечивается точность взаимного расположения поверхностей 1 и 2 групп.
2. Черновые базы не должны иметь разъемов штампов, остатков литников и тому подобных дефектов. Для этого на чертежах заготовок условными обозначениями указывают черновые базы, которые должны быть зачищены после получения заготовок.
3. За черновые базы рекомендуется принимать поверхности имеющие минимальный припуск.
Правила выбора чистовых баз.
1. Чистовые базы должны быть выражены поверхностями, которые являются основными конструкторскими или измерительными базами (принцип совмещения баз).
2. Чистовые базы должны обеспечивать обработку заготовки на возможно большем количестве операций без изменения схемы базирования (принцип постоянства баз).
3. Если у детали затруднительно выделить комплекс поверхностей отвечающих 1-ому и 2-ому принципу, то делают искусственные технологические базы в виде центровых гнезд и т.п. элементов.
Тема 3: Точность и погрешности при изготовлении изделий.
1. Точность изготовления и ее критерии.
2. Экономическая и достижимая точность.
3. Методы достижения точности при механической обработке и сборке.
4. Факторы, влияющие на точность обработки.
1. Точность изготовления и ее критерии.
1. Под точностью в машиностроении понимают степень соответствия параметров готового изделия этим же параметрам заданных по чертежу.
2. При оценке точности деталей используют такие критерии как точность размеров, точность взаимного расположения поверхностей, точность формы поверхностей, шероховатости поверхности.
Различают размеры: номинальные и действительные.
Номинальные – размеры, полученные конструктором при проектировании изделия и округленные до значений стандартного ряда.
Действительные – размеры полученные в результате изготовления и измерения с заданной точностью.
Квалитет – это совокупность допусков одного уровня точности для заданного диапазона размеров.
Точность формы поверхностей определяется степенями точности (16).
Если специально указанной погрешности формы нет, то она допускается в пределе допуска на этот размер.
Все погрешности формы, как правило, являются результатом воздействия различных первичных погрешностей Тсист (геометрическая погрешность станка, технологической системы).
Точность взаимного расположения – отклонение от перпендикулярности, параллельности и т.д.
Точность взаимного расположения и формы поверхностей указывают на чертежах либо текстовой записью в тех. требованиях, либо с помощью условных графических обозначений.
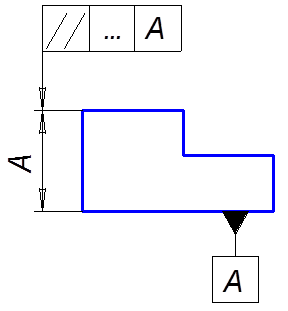
Рисунок 48 Точность взаимного расположения
2. Экономическая и достижимая точность.
Экономическая – это точность, которая может быть достигнута в нормальных производственных условиях при минимальной себестоимости.
Нормальные условия - это исправное оборудование, наличие необходимых приспособлений и инструмента при соответствующей квалификации рабочего.
Понятие экономическая себестоимость используют в условиях мелкосерийного и выше типов производства при назначении технологических допусков.
Достижимая точность – это точность, которая может в особо благоприятных условиях без учета затрат времени и себестоимости работников высокой квалификации. Область применения – опытное и ремонтное производство.
Каждому способу обработки соответствует свой экономический квалитет точности.
Например, черновая обработка 13-15 квалитет; чистовая 6-8; отделочная <6.
3. Методы достижения точности при механической обработке и сборке.
1. Метод пробных ходов и промеров.
Сущность метода в том, что рабочий обрабатывает небольшой участок поверхности, производит измерение полученного размера, сравнивает его с заданным по чертежу и при необходимости производит корректировку режущего инструмента.
При получении заданного размера, он обрабатывает всю поверхность.
Область применения – единичное, МС производство.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.