Достоинства: возможность получения довольно высокой точности, т.к. появляется возможность учесть различные погрешности (износ инструмента, неточность станка).
Недостаток: требуется высокая квалификация рабочего, повышенные затраты времени и увеличение себестоимости продукции.
2. Достижение точности с использованием лимбов.
Сущность способа состоит в том, что 1 заготовка в партии обрабатывается по методу пробных проходов и рабочий запоминает или записывает показание лимбов, при которых обеспечивается заданный размер.
Последующие заготовки обрабатываются после установки лимба в нужное положение.
Достоинство метода:
1. Возможность применения рабочего более низкой квалификации.
2. Сокращение времени обработки и себестоимости. Область применения МС, СС производство.
3. Метод автоматического получения размера на настроенном станке. Сущность метода состоит в том, что станок настраивается на выполнение заданных размеров по однопроходной схеме. Перемещение режущих инструментов или заготовки ограничивается с помощью жестких упоров либо другими способами (например, командами ЧПУ).
Область применения: от Е до М производства.
Достоинства способа: высокая точность достигаемых размеров, высокая производительность.
Недостатки: повышенные требования к квалификации наладчика.
Необходимость постоянного контроля значений действительных размеров с целью своевременной подналадки.
Способ подналадчиков.
Сущность: в технологической системе встраиваются датчики, определяющие значение размера обрабатываемой поверхности в процессе обработки.
При достижении заданного размера станок отключается.
Область применения: КС, М производство.
Точность и качество поверхностей деталей машин.
Качество поверхности – это совокупность всех служебных свойств поверхностного слоя материала.
Характеристики качества поверхности подразделяются на 2 группы:
¯ ¯
физические геометрические
¯ ¯
микроструктура отклонение формы
¯ ¯
макротвердость волнистость
¯ ¯
поверхность напряжения субмикрошероховатость
Качество поверхностного слоя в условиях эксплуатации машины и его материал воспринимает все виды нагрузок (работает на трение, износ смятие, усталость, подвергается коррозии, в поверхность материала шаржируются частицы износа), от поверхности отражаются электромагнитные и др. колебания.
Поэтому конструктору необходимо предельно тщательно и обосновано реализовать как физические, так и геометрические характеристики качества поверхности, а технологу необходимо экспериментально или на основе накопленного опыта выявлять способ обработки и режимы.
Геометрическая характеристика качества поверхности.
Все геометрические характеристики качества поверхности должны быть направлены на уменьшение их абсолютных значений и должны быть подразделены на :
1. Отклонение формы.
2. Волнистость.
3. Шероховатость или микрогеометрия.
Отклонение формы обусловлены неточностью обработки и зависят от геометрической, кинематической неточности станка, неточностями мерного и прифильного инструмента, неточности настройки станка и контроля детали, от упругих и температурных деформаций станка, заготовки и инструмента, от деформации связанной с внутренними напряжениями, размерного износа инструмента.
Волнистость – это совокупность периодично повторяющихся неровностей на поверхности, которая образуется в связи с колебаниями или относительными колебаниями в системе (машина – инструмент – деталь).
Основные средства уменьшения волнистости:
1. Повышение жесткости системы СПИД (в первую очередь зависит от повышения жесткости самого станка).
2. Жесткости конкретного приспособления.
3. Инструмента, жесткости заготовки. Жесткость заготовки достигается путем правильного выбора схемы ее закрепления и режима обработки (базирование).
Шероховатость – это совокупность неровностей с относительно малыми шагами, выделением, например, с помощью базовой длины по ГОСТ 2789-73. Шероховатость поверхности после механической обработки – это прежде всего геометрический след режущего инструмента, искаженный в результате пластической и упругой деформации и сопутствующий процессу резания (присутствует вибрация технологической системы).
Шероховатость поверхности по ГОСТ 2789-73 определяется параметрами, которые включают:
Rz – высота неровностей профиля по 10-ти точкам.
Ra – это среднее арифметическое отклонение профиля.
Эти 2 параметра определяются по длине, которая называется базовой длиной.
Высота неровностей профиля по 10-ти точкам Rz – это сумма средних абсолютных значений высот 5-ти наибольших выступов профиля и 5-ти наибольших впадин профиля в пределах базовой длины.
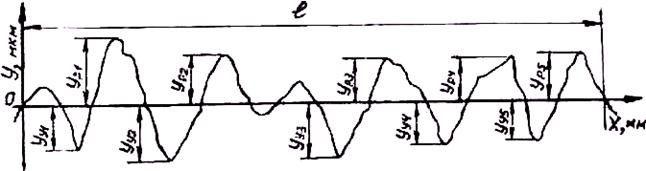
Рисунок 49 Шероховатость поверхности по Rz
Rz=1/5 (![]() ½ypi½+
½ypi½+![]() ½yyi½),
½yyi½),
y – отклонение профиля; n – число выбранных точек;
где ypi - высота i-того наибольшего выступа профиля.
yyi - глубина i-той поверхности наибольшей впадины профиля.
3.Способы достижения точности замыкающего звена при сборке.
Размерная цепь – это совокупность размеров составляющих замкнутый контур и назначаемый для решения определенной задачи.
Размерная цепь состоит из звеньев составляющих и замыкающих.
Замыкающее звено – это звено, которое получается последним при сборке.
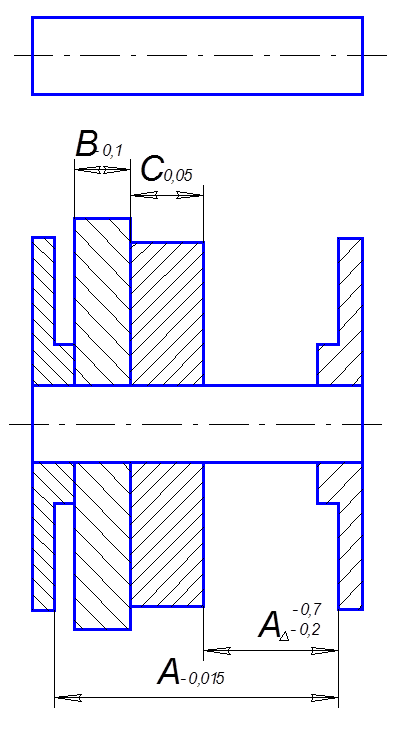
Рисунок 50 Размерная цепь изделия
Способ полной взаимозаменяемости.
Сущность способа в том, что в размерную цепь включают сост. звенья без предварительного подбора или изменения размера.
Область применения КС, М производство.
Количество составляющих звеньев невелико.
![]()
![]()
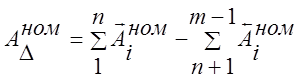
n – количество увеличивающих звеньев;
m – общее количество составляющих звеньев.
Допуск замыкающего звена:
ТD=SТAi.
Способ неполной взаимозаменяемости.
Сущность способа состоит в том, что точность замыкающего звена достигается у некоторых заранее оговоренной части изделий путем включения в размерную цепь составляющих звеньев без подбора, сортировки или изменения размера.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.